Получение биодизельного топлива из растительного сырья
- 1 — д-р техн. наук заведующий кафедрой Санкт-Петербургский горный университет ▪ Orcid
- 2 — канд. техн. наук ассистент Санкт-Петербургский горный университет ▪ Orcid

Аннотация
Одним из способов снижения количества вредных выбросов при использовании дизельного топлива может стать замена части топлива биотопливом. Исследования связаны с получением биодизельного топлива тремя способами: переэтерификацией растительных масел; этерификацией жирных кислот, выделенных из растительного масла; гидропереработкой растительных масел на катализаторах процесса гидроочистки дизельного топлива. Для получения биодизельного топлива использовались пищевые и непищевые масла, одноатомные и двухатомные спирты. Определены оптимальные параметры переэтерификации растительного масла: температура; соотношение сырья (масло:спирт); скорость перемешивания; время; выбран тип катализатора процесса. Изучены характеристики полученных образцов биодизельного топлива и сопоставлены друг с другом, а также с требованиями стандартов EN 14214 «Автомобильные топлива. Метиловые эфиры жирных кислот для дизельных двигателей. Общие технические требования» и EN 590:2009 «Топливо дизельное ЕВРО. Технические характеристики». Исходя из физико-химических характеристик биодизельного топлива, оптимальным способом его получения является переэтерификация растительных масел. Однако все виды топлива могут быть использованы в качестве компонентов смесевого экологически чистого дизельного топлива.
Отсутствует
Введение
В связи с дефицитом запасов нефти и низким уровнем ее переработки (85 %) в европейских странах [1] возникает необходимость в создании технологий производства альтернативных видов топлива [2, 3]. К числу наиболее востребованных относится биодизельное топливо [4, 5], так как большую часть транспортного сектора стран составляет техника, оснащенная дизельным двигателем. Главный ее недостаток – превышающее в несколько раз норму количество вредных выбросов, образующихся при сгорании топлива. Поэтому большинство исследователей считают разработку новых видов и составов биодизельного топлива первостепенной задачей.
В структуре всего жидкого биотоплива 74 % занимает этанол, 22 % – биодизель и 4 % – «зеленый дизель». Лидером по потреблению данных видов топлив являются США (46 %), Бразилия (24 %), по 15 % у Европы и др. [6, 7].
В России автомобили с дизельным двигателем пользуются меньшим спросом, чем в Европе, но даже там данный вид транспорта обретает популярность ввиду очевидных достоинств возобновляемого биодизельного топлива [8, 9], например, улучшенных экологических свойств (снижение выбросов дисперсных частиц и летучих органических соединений при сгорании [10], повышенная смазывающая способность и высокое цетановое число).
В европейских странах основным сырьем для производства биодизельного топлива является рапсовое масло, в США – соевое или кукурузное, в Канаде – канола, также некоторые страны перерабатывают пальмовое масло для получения компонента моторного топлива. Развитие биотоплива с каждым годом набирает большие обороты, например, Emissions Reduction Alberta инвестирует в развитие предприятия по производству биодизельного топлива в канадской провинции Альберта.
Особое место в технологическом процессе получения биодизельного топлива [11, 12] отводится его испытаниям и контролю качества. Новые методы испытания, предусмотренные американскими стандартами 14105 и ASTM D6584, считаются наиболее перспективными для оценки качества топлива. Если при тестировании показатели качества не соответствуют положительной оценке, топливо подвергается доработке с последующим повторным испытанием. Согласно европейскому стандарту EN14214 [13] (табл.1), в биодизельном топливе нормируются такие показатели, как содержание эфира, плотность, кинематическая вязкость, температура вспышки, содержание серы, цетановое число и др. Перечисленные показатели определяют возможность применения данного вида топлива в двигателе внутреннего сгорания: высокая вязкость ухудшает его прокачиваемость в системе подачи топлива; низкая температура вспышки биотоплива препятствует своевременному воспламенению топливовоздушной смеси в камере двигателя.
Таблица 1
Основные требования стандарта EN14214 к биодизельному топливу [14]
|
Показатель |
Метод испытания |
Максимальное значение |
Минимальное значение |
|
Содержание эфира, % |
EN 14103 |
– |
96,5 |
|
Плотность при 15 °C, кг/м3 |
EN ISO 3675, EN ISO 12185 |
900 |
860 |
|
Вязкость кинематическая при 40 °С, мм2/с |
EN ISO 3104 |
5 |
3,5 |
|
Температура вспышки в закрытом тигле, °С |
ISO/CD 3679 |
– |
120 |
|
Содержание серы, ppm |
EN ISO 20846, EN ISO 20884 |
10 |
– |
|
Цетановое число, ед. |
EN ISO 5165 |
– |
51 |
Методология
Основными методами производства биодизельного топлива в мире считаются: переэтерификация растительных масел и животных жиров; этерификация жирных кислот, выделенных из растительных масел; гидрирование или гидропереработка растительных масел [12, 15].
Процесс этерификации жирных кислот, содержащихся в растительном масле, основан на взаимодействии органических кислот со спиртами с использованием катализатора, приводящего к образованию сложных эфиров [6]. Реакция протекает по механизму нуклеофильного замещения [16-18] (рис.1).
В качестве исходного сырья для получения топлива использовались органические кислоты (С15-С17), выделенные из подсолнечного масла. Вторым компонентом для синтеза стал двухатомный спирт (этиленгликоль), катализатор использовался кислотный. По истечении времени реакции легкую эфирную фазу (целевой продукт) отделяли от тяжелой фазы – глицерина с катализатором [19] – отстаиванием, центрифугированием и перегонкой. После получения топлива были изучены основные характеристики продукта и сопоставлены со свойствами сырья (табл.2).
Основные компоненты синтезированного топлива – сложные эфиры жирных кислот, содержащихся в подсолнечном масле. Методом хромато-масс-спектрометрии (прибор Agilent 5973, колонка DB-Petro, длина 100 м) исследован качественный и количественный состав эфирной части биодизельного топлива (табл.3). Содержание эфиров в продукте составило 77,78 мас. % (рис.2) [20, 21].
Исходя из результатов табл.3, можно сделать вывод, что наилучшим растительным сырьем для производства биодизельного топлива являются масла класса полувысыхающих, так как прореагировавшими кислотами являются в основном линолевая, олеиновая и элаидиновая, которые в максимальном количестве содержатся в маслах данного вида.
Таблица 2
Эксплуатационные характеристики жирных кислот подсолнечного масла и биодизельного топлива, полученного методом этерификации
|
Показатель |
Биодизельное топливо |
Жирные кислоты |
|
Плотность при 20 °C, кг/м3 |
914,00 |
909,78 |
|
Вязкость при 40 °C, мм2/с |
23,250 |
27,995 |
|
Температура вспышки в закрытом тигле, °С |
112 |
115 |
|
Содержание серы, ppm |
71 |
13 |
|
Смазывающая способность (скорректированный диаметр пятна износа) при 60 °С, мкм |
202 |
157 |
Таблица 3
Компонентный состав эфирной части биодизельного топлива, полученного этерификацией жирных кислот подсолнечного масла с этиленгликолем
|
Наименование |
Содержание, мас. % |
|
Метиловый эфир линолевой кислоты |
1,21 |
|
Метиловый эфир олеиновой кислоты |
0,49 |
|
Этиловый эфир линолевой кислоты |
1,47 |
|
2,3-Дигидроксипропиловый эфир линолевой кислоты |
40,12 |
|
Оксиэтиловый эфир элаидиновой кислоты |
24,48 |
|
Глицериновый эфир элаидиновой кислоты |
6,53 |
|
Оксиэтиловый эфир стеариновой кислоты |
2,75 |
|
Цетиловый эфир транексамовой кислоты |
0,73 |
По окончании синтеза и удаления тяжелой фазы полученная смесь требует дополнительной очистки, поскольку кроме смеси сложных эфиров в легкой фазе остаются непрореагированные кислоты, спирт и другие соединения (рис.2). Данные вещества подлежат обязательному удалению, так как способны вызвать коррозию деталей в двигателе и влиять на окислительную стабильность топлива.
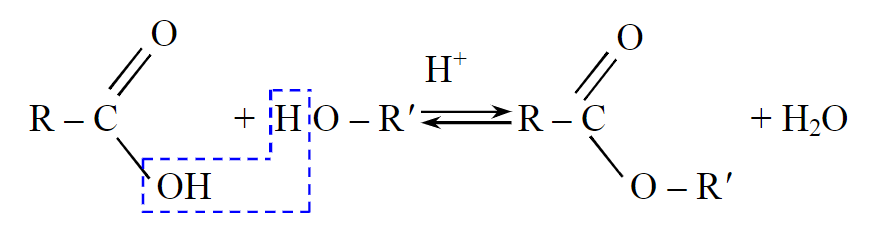
Рис.1. Механизм процесса этерификации жирных кислот
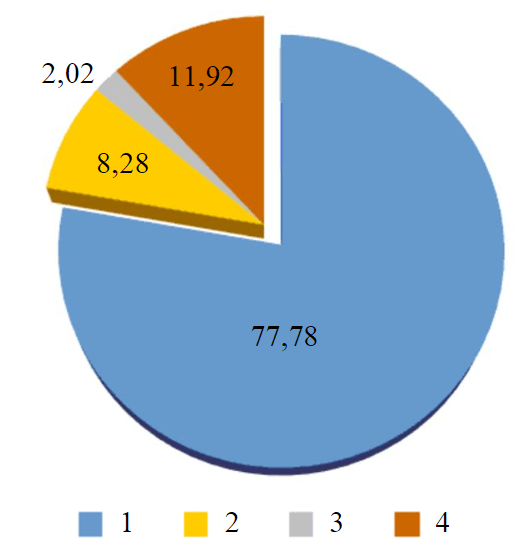
Рис.2. Групповой состав биодизельного топлива, полученного по методу этерификации жирных кислот подсолнечного масла с этиленгликолем 1 – эфиры; 2 – кислоты; 3 – толуол; 4 – прочие, %
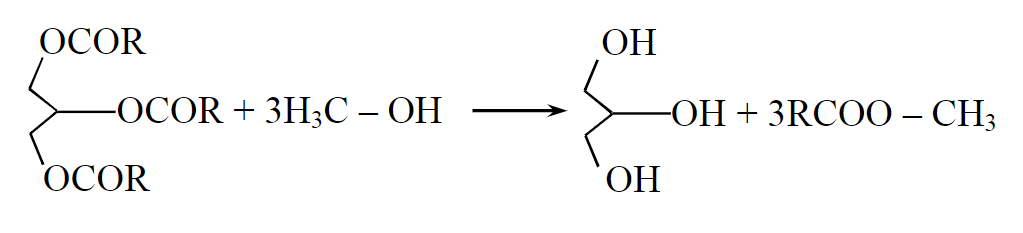
Рис.3. Процесс переэтерификации растительных масел
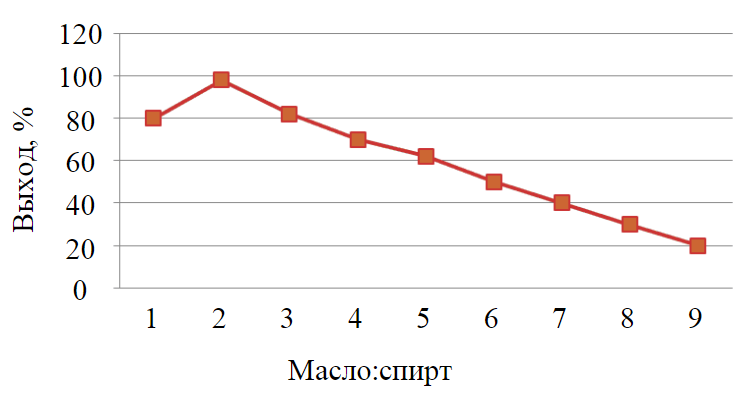
Рис.4. Кривая зависимости выхода продукта от долей масла на одну долю спирта
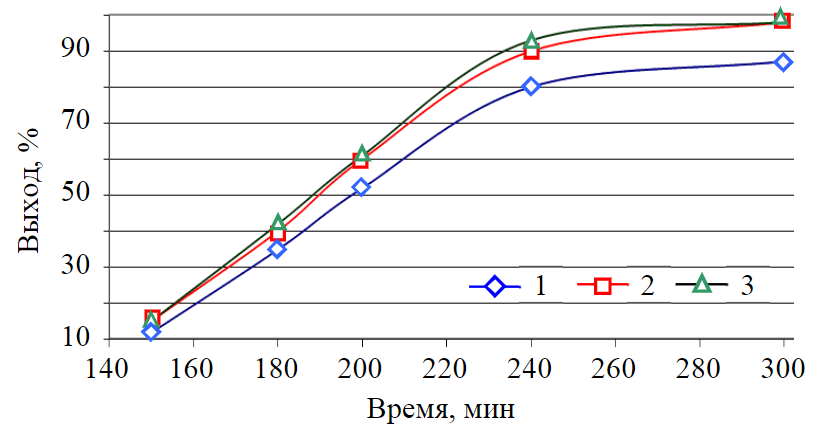
Рис.5. Кривые зависимости скорости реакции от интенсивности перемешивания при 195 °С 1 – 200; 2 – 250; 3 – 300 об/мин
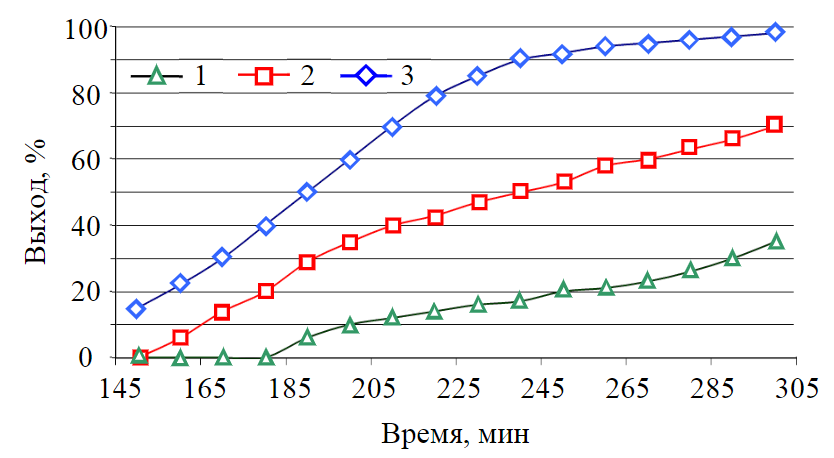
Рис.6. Кривые зависимости выхода продукта от времени превращения при скорости перемешивания 250 об/мин и различных температурах 1 – 140; 2 – 175; 3 – 195 °С
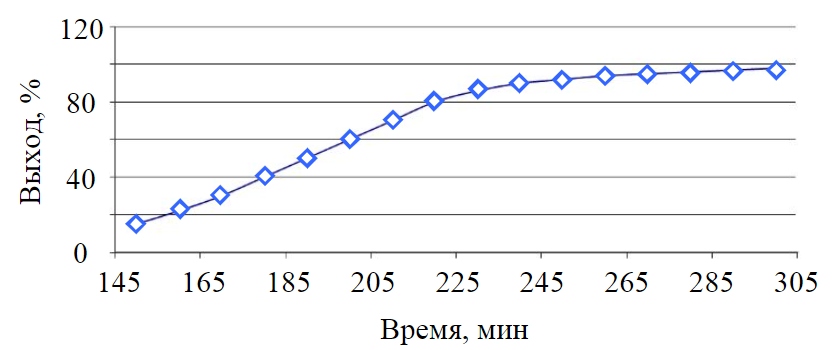
Рис.7. Кривая зависимости степени превращения сырья от времени перемешивания при 195 °С
Второй распространенный метод производства биодизельного топлива состоит в переэтерификации растительных масел [22], реакции взаимодействия триглицеридов со спиртом, приводящей к образованию сложных эфиров и глицерина (рис.3) [23-25].
Для синтеза сложных эфиров путем переэтерификации использовался нормальный бутиловый спирт, непищевое сырье (рыжиковое масло) и пищевые масла (льняное и кукурузное). В качестве катализатора была выбрана концентрированная серная кислота [1, 18]. В трехгорлой колбе объемом 250 мл готовилась смесь реагентов – этиленгликоль и растительное масло. Для подбора наиболее подходящего состава испробованы различные соотношения смеси. Зависимость выхода продукта от соотношения масло:спирт представлена на рис.4.
Установка для переэтерификации растительного масла состояла из верхнеприводной мешалки, оборудованной гидрозатвором, обратного водяного холодильника, песчаной бани и термометра. В ходе отработки методики получения биодизельного топлива варьируемыми параметрами процесса кроме соотношения сырья (масло:спирт) были температура, скорость перемешивания и время. Интенсивность перемешивания регулировали на мешалке, устанавливая 200, 250 и 300 об/мин (рис.5).
Переэтерификацию растительного масла двухатомным спиртом проводили при температурах 140, 175 и 195 °С (рис.6). Выбор температурного диапазона обусловлен следующими причинами: при более низких температурах реакция протекает очень медленно, более высокие температуры требуют повышения давления, так как температура кипения двухатомного спирта – 197 °С.
Выход продукта зависит также от продолжительности проведения реакции переэтерификации растительных масел. Продолжительность опытов составляла 150, 180, 200, 240 и 300 мин (рис.7).
По окончании опытов смесь продуктов остужалась и отстаивалась в течение 3-4 дней, затем разделялись фазы – эфирная и глицериновая [5, 26, 27]. Основная часть кислоты после проведения реакции концентрируется в глицериновой фазе [28]. Оставшаяся в эфирной фазе часть кислоты нейтрализована карбонатом Nа2СО3. Несколько раз эфир промывался горячей водой и разделялся на слои для выделения из эфирной части нейтрализованной кислоты и воды. Затем в делительной воронке эфир отделялся от воды. Обезвоженный Na2SO4 был добавлен на 60 мин к отделенному эфиру для удаления возможной оставшейся воды, после чего проводилась фильтрация.
Продукты переэтерификации рыжикового, льняного и кукурузного масел обозначали н-БЭРМ (нормальный бутиловый эфир рыжикового масла), н-БЭЛМ (нормальный бутиловый эфир льняного масла) и н-БЭКМ (нормальный бутиловый эфир кукурузного масла) соответственно (табл.4).
Таблица 4
Физико-химические свойства смеси бутиловых эфиров, полученной переэтерификацией рыжикового, льняного и кукурузного масел
|
Показатель |
н-БЭРМ |
н-БЭЛМ |
н-БЭКМ |
|
Содержание эфира, % |
96,5 |
95 |
94 |
|
Плотность при 20 °C, кг/м3 |
0,8766 |
0,8700 |
0,8758 |
|
Вязкость при 40 °C, мм2/с |
4,572 |
5,000 |
4,492 |
|
Температура вспышки в закрытом тигле, °C |
150 |
135 |
120 |
|
Содержание серы, ppm |
5,5 |
6,8 |
8,5 |
|
Цетановое число, ед. |
56 |
53 |
51 |
|
Смазывающая способность при 60 °С, мкм |
553 |
601 |
592 |
На основании данных табл.4 наилучшим сырьем для получения биодизельного топлива по методу переэтерификации следует считать рыжиковое масло, поскольку смесь н-БЭРМ характеризуется наименьшими значениями содержания серы (5,5 ppm) и скорректированного диаметра пятна износа (553 мкм). Также смесь обладает наибольшими значениями температуры вспышки (150 °C) и цетанового числа (56 ед.).
Основные компоненты синтезированных топлив – сложные эфиры жирных кислот, содержащихся в растительных маслах. Качественный и количественный состав эфирной части биодизельного топлива, произведенного переэтерификацией рыжикового масла н-бутанолом (табл.5), показал, что содержание эфиров на выходе составило 60,03 мас. % [14].
Таблица 5
Компонентный состав эфирной части биодизельного топлива, полученного переэтерификацией рыжикового масла н-бутанолом
|
Компонент |
Содержание, мас. % |
|
Бутиловый эфир: |
|
|
каприловой кислоты |
0,90 |
|
каприновой кислоты |
5,26 |
|
лауриновой кислоты |
0,25 |
|
миристиновой кислоты |
0,31 |
|
олеиновой кислоты |
8,94 |
|
пальмитиновой кислоты |
10,43 |
|
пеларгоновой кислоты |
0,87 |
|
уксусной кислоты |
1,86 |
|
элаидиновой кислоты |
8,86 |
|
энантовой кислоты |
0,86 |
|
Дибутиловый эфир: |
|
|
глутаровой кислоты |
0,23 |
|
пеларгоновой кислоты |
0,49 |
|
себациновой кислоты |
3,07 |
|
Метиловый эфир: |
|
|
линолевой кислоты |
3,39 |
|
эйкозеновой кислоты |
6,36 |
|
Гексадеценовый эфир элаидиновой кислоты |
6,57 |
|
Диметилэтиловый эфир пропеновой кислоты |
0,49 |
|
Эфир карбаминовой кислоты |
0,89 |
Биодизельное топливо, синтезированное переэтерификацией рыжикового масла н-бутанолом, помимо сложных эфиров содержит непрореагировавшие жирные кислоты, непрореагировавший спирт и побочные продукты. Остаточные жирные кислоты могут быть выделены из этого топлива и введены в состав противоизносных присадок, допущенных к применению в России.
Третий способ получения биодизельного топлива заключается в гидрокрекинге липидов на сульфидных либо содержащих благородный металл катализаторах с образованием смеси углеводородов, обогащенной нормального и изо-С15-С18 компонентами. К основным преимуществам «зеленого дизеля» относятся его полная совместимость с нефтяным дизельным топливом [29], устойчивость при хранении ввиду отсутствия в нем кислородсодержащих и непредельных соединений, а также экологическая безопасность, обусловленная отсутствием в нем ароматических углеводородов.
При гидрооблагораживании триглицеридов в углеводороды дизельного ряда протекают следующие реакции [30]:
- гидрирование ненасыщенных связей;
- гидрокрекинг с образованием насыщенных жирных кислот и пропана;
- деоксигенация жирных кислот по направлениям: декарбоксилирование Rх – COOH → Rх – H + CO2; гидродекарбонилирование Rх – COOH + H2 → CO + H2O + Rх – H; гидрирование/дегидратация Rх – COOH + 3H2 → 2H2O + Rх – CH3, где x = 15, 17;
- изомеризация углеводородов n-Rх – CH3 → iso-Rх – CH3;
- крекинг углеводородов n-Rх – CH3 → n-Ry – CH3 + n-Rz – CH3, где y, z < х.
Для получения образцов биодизельного топлива по методу гидрокрекинга использовалось подсолнечное масло. Процесс проводился в диапазоне температур кипения основной фракции 180-360 °С на катализаторе NiMo/Al2O3. Продукт разделяли на три основные фракции: газовую, фракцию воды и органическую. Основные топливные характеристики образца 1 «зеленого дизеля», синтезированного с использованием сульфидного катализатора, и образца 2, синтезированного с использованием катализатора на основе благородного металла, представлены в табл.6.
Таблица 6
Физико-химические свойства образцов «зеленого дизеля», полученного в процессе гидрокрекинга подсолнечного масла
|
Показатель |
Образец 1 |
Образец 2 |
|
Плотность при 15 °С, кг/ м3 |
786,38 |
784,67 |
|
Содержание серы, ppm |
50 |
0 |
|
Температура вспышки в закрытом тигле, °С |
79 |
82 |
|
Смазывающая способность при 60 °С, мкм |
582 |
606 |
|
Кинематическая вязкость при 40 °С, мм2/с |
3,4273 |
3,2679 |
|
Фракционный состав: |
||
|
при температуре 250 °С, об. % |
4 |
4 |
|
при температуре 350 °С, об. % |
96 |
98 |
|
95 об. % перегоняется при температуре, °С |
355 |
304 |
|
Цетановое число, ед. |
79 |
80 |
|
Температура застывания, °С |
16 |
4 |
|
Температура помутнения, °С |
20 |
9 |
|
Содержание метиловых эфиров жирных кислот, об. % |
– |
– |
|
Зольность, мас. % |
0,0083 |
0,0096 |
Основной нормативный документ, по которому на российских нефтеперерабатывающих заводах производятся дизельные топлива, – ГОСТ Р 52368-2005 «Топливо дизельное ЕВРО. Технические условия». Он соответствует требованиям европейского стандарта EN 590 по всем показателям и ограничивает содержание серы в дизельном топливе до 350 (Евро-3), 50 (Евро-4) и 10 ppm (Евро-5), а цетановое число увеличивает до 51 ед. (не менее 45 ед. по ГОСТ 305-82).
Из табл.6 и параметров стандарта ЕN 590:2009 следует, что характеристики образцов 1 и 2 «зеленого дизеля» не соответствуют требованиям стандарта по таким показателям, как смазывающая способность (превышающая норму в 1,5 раза) и температура помутнения 20 и 9 °С соответственно (норма –22 °С). Методом газовой хроматографии (прибор Хромос, колонка DB-1, длина 100 м) был исследован качественный и количественный состав дизельной фракции (диапазон кипения 150-350 °С), входящей в состав образцов 1 и 2 (табл.7).
Таблица 7
Компонентный состав дизельной фракции образцов 1 и 2, полученных в процессе гидрокрекинга подсолнечного масла
|
Название |
Содержание, мас. % |
Название |
Содержание, мас. % |
|||
|
Образец 1 |
Образец 2 |
Образец 1 |
Образец 2 |
|||
|
изо-Деканы |
0,36 |
0,44 |
н-Пентадеканы |
2,87 |
3,15 |
|
|
н-Декан |
0,55 |
0,31 |
изо-Гексадеканы |
0,26 |
6,55 |
|
|
изо-Ундеканы |
0,30 |
0,48 |
н-Гексадекан |
4,74 |
2,89 |
|
|
н-Ундекан |
0,39 |
0,28 |
изо-Гептадеканы |
1,57 |
24,26 |
|
|
изо-Додеканы |
0,26 |
0,57 |
н-Гептадекан |
32,36 |
27,63 |
|
|
н-Додекан |
0,30 |
0,24 |
изо-Октадеканы |
2,94 |
12,94 |
|
|
изо-Тридеканы |
0,17 |
0,59 |
н-Октадекан |
49,22 |
13,43 |
|
|
н-Тридекан |
0,26 |
0,26 |
изо-Нонадеканы |
1,22 |
1,74 |
|
|
изо-Тетрадеканы |
0,18 |
0,63 |
н-Нонадекан |
0,44 |
0,42 |
|
|
н-Тетрадекан |
0,28 |
0,22 |
изо-Эйкозаны |
0,67 |
1,13 |
|
|
изо-Пентадеканы |
0,18 |
1,69 |
н-Эйкозан |
0,48 |
0,15 |
|
|
Итого: |
100,00 |
100,00 |
||||
По данным табл.7 в дизельной фракции образца 1 преобладают н-гептадекан и н-октадекан, содержание которых составляет 81,58 мас. %. Данный состав обуславливает высокие значения температуры застывания (16 °С), цетанового числа (79 ед.) и плохую смазывающую способность (скорректированный диаметр пятна износа 582 мкм) образца 1 «зеленого дизеля». В дизельной фракции образца 2 наоборот преобладают изо-гексадеканы, изо-гептадеканы и изо-октадеканы, содержание которых достигает 43,75 мас. %. Несмотря на практически одинаковые смазывающие свойства и цетановое число, образец 2 обладает лучшими низкотемпературными свойствами (более низкой температурой застывания 4 °С и помутнения 9 °С). Преимущество образца 2 – практически полное отсутствие серы, поэтому он может быть использован не только в составе топлива Евро-5, но и Евро-6.
Обсуждение результатов
Проанализировав характеристики биодизельных топлив (табл.2, 4, 6), можно сделать вывод, что наилучшим методом получения данного вида топлива является переэтерификация растительных масел, а именно рыжикового масла, так как практически все физико-химические свойства этого образца отвечают многим требованиям стандарта ЕN 590:2009, предъявляемого к дизельному топливу. Образцы, полученные гидрокрекингом растительного масла, нуждаются в обязательной доработке перед использованием в дизельном двигателе. Биодизельное топливо, полученное этерификацией жирных кислот, соответствует по характеристикам требованиям стандарта ЕN 590:2009. Однако сравнивая характеристики данных топлив, было выявлено, что после переэтерификации топливо обладает лучшими показателями.
В процессе переэтерификации растительного масла двухатомным спиртом – этиленгликолем – в ходе лабораторного синтеза наиболее рационально использовать температуру 195 °С, так как при повышении температуры скорость целевой реакции увеличивается. Но в связи с тем, что температура кипения этиленгликоля 197 °С, достигать ее нецелесообразно. Чем больше время протекания реакции, тем выше селективность процесса. Таким образом, время проведения реакции должно быть около 240 мин, при дальнейшем увеличении времени реакции затраты на электроэнергию значительно выше полученного целевого продукта. Оптимальным составом является соотношение по массе (масло:спирт) 2:1, или 103:50 г.
Биодизельное топливо, полученное путем переэтерификации растительных масел, целесообразно использовать в двигателях в смеси с гидроочищенным дизельным топливом, иначе потребуется реконструкция двигателя, или срок службы двигателя уменьшится, так как у чистого биодизельного топлива вязкость чуть выше, чем у гидроочищенного дизельного топлива, а смазывающая способность хуже [8, 31]. Но при использовании биодизельного топлива в виде компонента товарного дизельного топлива [32], данный показатель улучшается более чем в два раза.
Для использования образцов 1 и 2 в дизельном двигателе в качестве товарного дизельного топлива необходимо улучшение их характеристик до требований ЕN 590:2009, а именно исследования по улучшению их смазывающих и низкотемпературных свойств путем введения в состав топлива противоизносных и депрессорно-диспергирующих присадок [33], что является стандартной процедурой на нефтеперерабатывающих заводах при приготовлении товарного дизельного топлива. Это позволяет судить о том, что технология дорожать не будет.
При использовании биодизельного топлива, получаемого переэтерификацией и этерификацией, одновременно улучшаются экологические характеристики топлива [13, 34]: количество серы остается на уровне Евро-5 (менее 10 ppm); содержание угарного газа в выхлопных газах уменьшается на 13-71 % при максимальной нагрузке на двигатель и на 26-48 % при частичной нагрузке (75 %) в зависимости от количества оборотов; измененная концентрация углеводородов в отработанных газах снижается на 5-31 % (при максимальной нагрузке) и на 31-46 % (при частичной нагрузке (75 %); дымность отработанных газов снижается до 65 %.
Заключение
Рассмотренные способы получения биодизельного топлива из различного растительного сырья позволят расширить область топливных ресурсов и улучшить качество товарных топлив. Одним из альтернативных вариантов доведения качества топлива до требуемых норм – компаундирование полученных образцов с гидроочищенным малосернистым дизельным топливом в соотношении не менее 50 мас. % гидроочищенного дизельного топлива [5, 35-37]. Производство биодизеля с использованием пищевого сырья, такого как кукурузное и подсолнечное масло, не может быть устойчивым, поскольку оно представляет большую опасность конкуренции продуктов питания и топлива, что приведет к повышению цен на продукты и угрозе голода. Непищевое сырье, такое как рыжиковое масло, считается многообещающим и экологически безопасным для производства биодизеля.
Литература
- Litvinenko V.S., Sergeev I.B. Innovations as a Factor in the Development of the Natural Resources Sector // Studies on Russian Economic Development. 2019. Vol. 30. P. 637-645. DOI: 10.1134/S107570071906011X
- Анчита Х. Технология HYDRO-IMP для переработки тяжелой нефти // Записки Горного института. 2017. Т. 224. С. 229-234. DOI: 10.18454/PMI.2017.2.229
- Kazamia E., Smith A.G. Assessing the environmental sustainability of biofuels // Trends in plant science. 2014. Vol. 19. Iss. 10. P. 615-618. DOI: 10.1016/j.tplants.2014.08.001
- Дворецкий С.И., Зазуля АН., Нагорнов С.А. и др. Производство биодизельного топлива из органического сырья // Вопросы современной науки и практики. Университет им. В.И.Вернадского. 2012. № S2 (39). С. 126-135.
- Sultanbekov R., Islamov Sh., Mardashov D. et al. Research of the influence of marine residual fuel composition on sedimentation due to incompatibility // Journal of Marine Science and Engineering. 2021. Vol. 9. Iss. 10. № 1067. DOI: 10.3390/jmse9101067
- Коршунов Г.И., Еремеева А.М., Дребенштедт К. Обоснование использования растительных добавок в дизельном топливе как способ защиты подземного персонала угольных шахт от влияния вредных выбросов дизель-гидравлических локомотивов // Записки Горного института. 2021. Т. 247. С. 39-47. DOI: 10.31897/PMI.2021.1.5
- Pashkevich M.A. Classification and environmental impact of mine dumps // Assessment, Restoration and Reclamation of Mining Influenced Soils. 2017. P. 1-32. DOI: 10.1016/B978-0-12-809588-1.00001-3
- Fernando S., Adhikari S., Kota K., Bandi R. Glycerol based automotive fuels from future biorefineries // Fuel. 2007. Vol. 86. Iss. 17-18. P. 2806-2809. DOI: 10.1016/j.fuel.2007.03.030
- Hajjari M., Tabatabaei M., Aghbashlo M., Ghanavati H.J.R. A review on the prospects of sustainable biodiesel production: A global scenario with an emphasis on waste-oil biodiesel utilization // Renewable Sustainable Energy Reviews. 2017. Vol. 72. P. 445-464. DOI: 10.1016/j.rser.2017.01.034
- Bezergianni S., Dimitriadis A. Comparison between different types of renewable diesel // Renewable and Sustainable Energy Reviews. 2013. Vol. 21. P. 110-116. DOI: 10.1016/j.rser.2012.12.042
- Смирнова Т.Н., Подгаецкий В.М. Биодизель – альтернативное топливо для дизелей // Двигатель. 2007. № 2. С. 32-34.
- Dzhevaga N.V., Borisova D.D. Analysis of Air Monitoring System in Megacity on the Example of St. Petersburg // Journal of Ecological Engineering. 2021. Vol. 22. Iss. 4. P. 175-185. DOI: 10.12911/22998993/134076
- Nibin T., Sathiyagnanam A., Sivaprakasam S., Saravanan C. Investigation on emission characteristics of a diesel engine using oxygenated fuel additive // Journal of the Institution of Engineers, Part MC, Mechanical Engineering Division. 2005. Vol. 86. P. 51-54.
- Wong K.C., Tan C.H. Volatile constituents of the flowers of Clerodendron fragrans (Vent.) R. Br. // Flavour fragrance journal. 2005. Vol. 20. Iss. 4. P. 429-430. DOI: 10.1002/ffj.1457
- Aghbashlo M., Tabatabaei M., Khalife E. et al. Exergoeconomic analysis of a DI diesel engine fueled with diesel/biodiesel (B5) emulsions containing aqueous nano cerium oxide // Energy. 2018. Vol. 149. P. 967-978. DOI: 10.1016/j.energy.2018.02.082
- Fakas S., Papanikolaou S., Galiotou-Panayotou M. et al. Biochemistry and biotechnology of single cell oil // New horizons in Biotechnology. 2009. P. 38-60.
- Halim R., Danquah M.K., Webley P.A. Extraction of oil from microalgae for biodiesel production: a review // Biotechnology advances. 2012. Vol. 30. Iss. 3. P. 709-732. DOI: 10.1016/j.biotechadv.2012.01.001
- Litvinenko V.S. The Role of Hydrocarbons in the Global Energy Agenda: The Focus on Liquefied Natural Gas Resources 2020 // Resourses. 2020. Vol. 9. Iss. 5. P. 59-81. DOI: 10.3390/resources9050059
- Quispe C.A., Coronado C.J., Carvalho Jr. J.A. Glycerol: Production, consumption, prices, characterization and new trends in combustion // Renewable sustainable energy reviews. 2013. Vol. 27. P. 475-493. DOI: 10.1016/j.rser.2013.06.017
- Loizzo M.R., Tundis R., Conforti F. et al. Comparative chemical composition, antioxidant and hypoglycaemic activities of Juniperus oxycedrus ssp. oxycedrus L. berry and wood oils from Lebanon // Food chemistry. 2007. Vol. 105. Iss. 2. P. 572-578. DOI: 10.1016/j.foodchem.2007.04.015
- Ponomarenko T., Nevskaya M., Jonek-Kowalska I. Mineral ResourceDepletion Assessment: Alternatives, Problems, Results // Sustainability. 2021. Vol. 13. Iss. 2. № 862. DOI: 10.3390/su13020862
- Gómez-Cuenca F., Gómez-Marín M., Folgueras-Díaz M.B. Effects of ethylene glycol ethers on diesel fuel properties and emissions in a diesel engine // Energy conversion management. 2011. Vol. 52. Iss. 8-9. P. 3027-3033. DOI: 10.1016/j.enconman.2011.04.017
- Brady S., Tam K., Leung G., Salam C. Zero waste biodiesel: Using glycerin and biomass to create renewable energy // UCR Undergraduate Research Journal. 2008. Vol. 2 (5). P. 5-11.
- De Torres M., Jimenez-Oses G., Mayoral J.A. et al. Glycerol ketals: Synthesis and profits in biodiesel blends // Fuel. 2012. Vol. 94. P. 614-616. DOI: 10.1016/j.fuel.2011.11.062
- Strizhenok A.V., Korelskiy D.S. Estimation and reduction of methane emissions at the scheduled and repair outages of gas-compressor units // Journal of Ecological Engineering. 2019. Vol. 20. Iss. 1. P. 46-51. DOI: 10.12911/22998993/93943
- Lapuerta M., Rodríguez-Fernández J., García-Contreras R. Effect of a glycerol-derived advanced biofuel–FAGE (fatty acid formal glycerol ester)–on the emissions of a diesel engine tested under the New European Driving Cycle // Energy. 2015. Vol. 93. P. 568-579. DOI: 10.1016/j.energy.2015.09.070
- Mota C.J., da Silva C.X., Rosenbach Jr.N. et al. Glycerin derivatives as fuel additives: the addition of glycerol/acetone ketal (solketal) in gasolines // Energy Fuels. 2010. Vol. 24. Iss. 4. P. 2733-2736. DOI: 10.1021/ef9015735
- Saengarun C., Petsom A., Tungasmita D.N. Etherification of glycerol with propylene or 1-butene for fuel additives // The Scientific World Journal. 2017. Vol. 2017. № 4089036. DOI: 10.1155/2017/4089036
- Tóth C., Baladincz P., Hancsók J. Production of bio gas oil containing diesel fuel with upgraded cold flow properties by co-processing // Chemical Engineering Transactions. 2012. Vol. 29. P. 613-618. DOI: 10.3303/CET1229103
- Mohammad M., Hari T.K., Yaakob Z. et al. Overview on the production of paraffin based-biofuels via catalytic hydrodeoxygenation // Renewable and Sustainable Energy Reviews. 2013. Vol. 22. P. 121-132. DOI: 10.1016/j.rser.2013.01.026
- Dabbagh H., Ghobadi F., Ehsan M.R, Moradmand M. The influence of ester additives on the properties of gasoline // Fuel. 2013. Vol. 104. P. 216-223. DOI: 10.1016/j.fuel.2012.09.056
- Burger J., Siegert M., Ströfer E., Hasse H. Poly (oxymethylene) dimethyl ethers as components of tailored diesel fuel: Properties, synthesis and purification concepts // Fuel. 2010. Vol. 89. Iss. 11. P. 3315-3319. DOI: 10.1016/j.fuel.2010.05.014
- Митусова Т.Н., Кондрашева Н.К., Лобашова М.М. и др. Влияние диспергирующих присадок и компонентного состава на стабильность судовых высоковязких топлив // Записки Горного института. 2017. Т. 228. С. 722-725. DOI: 10.25515/PMI.2017.6.722
- Arteconi A., Mazzarini A., Di Nicola G. Emissions from ethers and organic carbonate fuel additives: a review // Water, Air, Soil Pollution. 2011. Vol. 221. P. 405-423. DOI: 10.1007/s11270-011-0804-y
- Sultanbekov R., Nazarova M. The influence of total sediment of petroleum products on the corrosiveness of the metal of the tanks during storage // I International Conference «Corrosion in the Oil and Gas Industry», 22-24 May 2019, Saint Petersburg, Russia. E3S Web of Conferences. 2019. № 01015. DOI: 10.1051/e3sconf/201912101015
- Sultanbekov R., Nazarova М. Determination of compatibility of petroleum products when mixed in tanks // European Association of Geoscientists & Engineers, 25-29 March 2019, Tyumen, Russia. European Association of Geoscientists & Engineers, 2019. Vol. 2019. P. 1-5. DOI: 10.3997/2214-4609.201900614
- Гендлер С.Г., Прохорова Е.А. Оценка совокупного влияния производственного травматизма и профессиональных заболеваний на состояние охраны труда в угольной промышленности // Горный информационно-аналитический бюллетень. 2022. № 10-2. С. 105-116. DOI: 10.25018/0236_1493_2022_102_0_105