Модель извлечения бадделеита из отвальных продуктов апатито-бадделеитовой обогатительной фабрики на концентраторе CVD6
- 1 — инженер ООО «ФЛСмидт Рус» ▪ Orcid ▪ Scopus
- 2 — канд. техн. наук Иркутский национальный исследовательский технический университет ▪ Orcid ▪ Scopus
- 3 — канд. техн. наук Иркутский национальный исследовательский технический университет ▪ Orcid ▪ Scopus
- 4 — канд. техн. наук Иркутский национальный исследовательский технический университет ▪ Orcid ▪ Scopus

Аннотация
Статья посвящена разработке модели извлечения бадделеита из отвальных продуктов апатито-бадделеитовой обогатительной фабрики с использованием центробежных концентраторов. Актуальность работы обусловлена получением новых знаний об оптимизации технологических параметров работы центробежных концентраторов, работающих по технологии Knelson CVD (непрерывной регулируемой разгрузке концентрата), а именно настройке частоты открытия клапанов и времени, в течение которого клапаны остаются открытыми. Целью исследования являлась оценка применимости технологии CVD при переработке различных отвальных продуктов обогатительной фабрики и построение модели зависимостей выхода концентрата и хвостов от настраиваемых параметров, позволяющей проводить предварительные расчеты по эффективности внедрения данной технологии на обогатительных предприятиях. Объекты исследований: хвосты промпродуктовой и основной сепараций грубозернистой нитки, объединенный продукт хвостов основной и контрольной сепараций тонкозернистой нитки. В работе используются общие методы математической статистики: методы регрессионного анализа, направленные на построение статистически значимых моделей, описывающих зависимость какой-либо переменной от множества регрессоров; метод группового учета аргументов, основная идея которого заключается в построении множества моделей заданного класса и выбор среди них оптимальной. Предложен алгоритм обработки результатов испытаний, базирующийся на классическом регрессионном анализе, при этом сформирован оригинальный критерий отбора моделей. Построены модели зависимостей выхода концентрата и хвостов от настраиваемых параметров, что позволило установить связь между выходом концентрата и временем открытия клапанов, а также связь между выходом хвостов и ускорением установки.
Отсутствует
Введение
Одним из старейших горнодобывающих районов России является Кольский регион. В советский период он стал ключевым продуцентом ряда стратегических полезных ископаемых (железной руды, никеля, меди, апатитов, циркония) и сохранил свою роль до настоящего времени [4]. Кольский регион обладает одной из богатейших сырьевых баз в России: 64 химических элемента обнаружены в промышленных концентрациях, более 30 из них извлекаются горнопромышленными предприятиями. В работе [13] более подробно изложено состояние минерально-сырьевой базы региона.
Наличие большого количества ценных компонентов обуславливает строительство и эксплуатацию горнодобывающих и горно-перерабатывающих предприятий. На территории Кольского полуострова расположено более 10 предприятий: Кольская горно-металлургическая компания, Североникель, Ловозерский ГОК, Оленегорский ГОК «Олкон», Апатит, Ковдорский ГОК и др.
Из открытых литературных источников [7, 13, 16] известно, что в результате деятельности горно-обогатительных комбинатов, в том числе расположенных в Мурманской области, образуется скопление техногенного минерального сырья. Как правило, такие продукты могут содержать полезные компоненты, которые при использовании современных технологий могут быть извлечены с большим экономическим эффектом. Пример технологических исследований по переработке хвостов, содержащих значительное количество ценных компонентов, представлен в работе [1], Кроме того, переработка техногенного сырья снижает отрицательное воздействие на объекты окружающей среды [9, 11, 14]. Пример научных исследований, учитывающих климатические характеристики региона, представлен в работе [15].
Одним из самых крупных предприятий в Кольском регионе является Ковдорский горно-обогатительный комбинат. Интерес к данному предприятию обусловлен рациональностью переработки сложного по минеральному составу бадделеит-апатит-магнетитовых руд с получением соответствующих концентратов [3]. АО «Ковдорский горно-обогатительный комбинат» – второй в России производитель апатитового концентрата и единственный в мире производитель бадделеита. Кроме того, предприятие является одним из немногих, активно занимающихся вопросом переработки отвальных хвостов с целью повышения экономической эффективности организации.
По разработанной в Горном институте Кольского научного центра РАН технологии АО «Ковдорский ГОК» с конца 1990-х годов начал масштабное освоение запасов техногенного месторождения I (лежалые хвосты I поля хвостохранилища), сформированного отходами обогащения предыдущих лет работы магнетитовой обогатительной фабрики, с выпуском высококачественных апатитового и бадделеитового концентратов [2, 5, 6]. В настоящее время предприятие инициировало проведение лабораторных исследований по обогащению отвальных продуктов апатито-бадделеитовой обогатительной фабрики (АБОФ) [8], а именно по доизвлечению бадделеита, на базе института ТОМС (Иркутск), что и стало основой для проведения расширенных испытаний. Одной из основных операций в предложенной технологии являлось использование процесса центробежной сепарации.
Постоянные работы по настройке и оптимизации работы горно-обогатительного оборудования, в том числе центробежных сепараторов, являются дорогостоящими, поэтому получение значений и статистических зависимостей позволяет проводить предварительные расчеты по эффективности внедрения новых технологий на таких предприятиях [10].
Целью исследования являлась оценка применимости технологии CVD при переработке различных отвальных продуктов обогатительной фабрики и построение модели зависимостей выхода концентрата и хвостов от настраиваемых параметров.
Задачи исследования: проведение полупромышленных испытаний на различных продуктах АБОФ с применением процесса центробежной сепарации; получение зависимостей извлечения ценных компонентов от технологических параметров работы используемого оборудования; разработка алгоритма обработки результатов испытаний, базирующегося на классическом регрессионном анализе.
Методы исследования
Проведение эксперимента происходило с использованием полупромышленной установки на базе концентратора KC-CVD6. Для проведения полупромышленных испытаний на АБОФ были подготовлены три технологических потока: хвосты промпродуктовой сепарации грубозернистой нитки; хвосты основной сепарации грубозернистой нитки; объединенный продукт хвостов основной и контрольной сепарации тонкозернистой нитки.
Методика проведения испытаний строилась на нескольких этапах, один этап общий (подготовительный) и три этапа для каждого технологического потока.
Первый, подготовительный, этап проводился без привязки к потоку питания. Основной задачей данного этапа являлся подбор оптимального времени открытия пережимных клапанов, т.е. то время, за которое клапаны в концентрационном кольце успеют открыться, закрыться и полностью сбросить накопленный концентрат. При этом в концентрат должно уйти минимум пустой, не обогащенной породы, в тот же момент проходящей через разгрузочное кольцо концентратора.
Оптимальное время не может быть одинаковым для каждого испытания на разных фабриках. Это объясняется тем, что даже сотые доли секунды открытого состояния существенно влияют на количественную составляющую единичной разгрузки [12]. Продолжительность открытия и закрытия зависит от множества факторов: температуры окружающей среды и воды, давления воздуха в системе, состояния резины клапана, скорости вращения ротора, а также технического состояния системы в целом [12]. Поэтому на первом этапе проводился ряд экспериментов для подбора времени и добавления параметров в систему управления.
Дальнейшие тесты для каждого технологического потока состоят из четырех этапов:
- расход флюидизационной воды – подбор параметров расхода флюидизационной воды на основе оценки содержания ценного компонента в продуктах концентратора;
- подбор G-ускорения – выбор параметров гравитационного ускорения G (настройка скорости вращения ротора) на основе оценки содержания ценного компонента в продуктах концентратора;
- построение кривой обогатимости в ходе экспериментов с различным выходом концентрата с использованием данных двух предыдущих этапов исследований с целью постепенного снижения выхода концентрата и повышения его качества;
- выбор оптимальных режимов работы концентратора, проверка показаний при полупромышленной переработке – проведение длительных тестов (3-6 ч) с целью подтверждения полученных в результате предыдущих тестов значений.
Методология исследования базировалась на теоретических основах обогащения полезных ископаемых. Вещественный состав продуктов обогащения изучался с использованием атомно-эмиссионной спектрометрии, минеральный состав исследовался оптическими методами в полированных и прозрачных шлифах.
Тест на хвостах промпродуктовой сепарации грубозернистой нитки
В процессе проведения тестов были получены результаты переработки хвостов промпродуктовой линии с циркуляцией продуктов концентрации с концентрационных столов. В ходе первых двух этапов был выбран режим подачи флюидизационной воды (25 л/м) и скорости вращения ротора (G-ускорения – 75 и 90). Регулирование плотности питания осуществлялось в диапазоне 20-35 % твердого вещества. Обогащение руды эффективное, при выходе концентрата 10 извлечение составляет более 50 %, степень концентрации 4-5. По результатам теста построена кривая извлечения (рис.1).
В ходе эксперимента было принято решение изменить скорость вращения, и, соответственно, G-ускорение, в результате получена кривая извлечения при 75G и 90G (рис.2).
Установлено, что выход концентрата и извлечение выше при ускорении 90G. Содержание в концентрате и степень концентрации обратно пропорциональна выходу концентрата. За одну операцию удалось достичь максимальной степени концентрации 6,19, при этом содержание в концентрате составило 1,3-1,5 % по ZrO2.
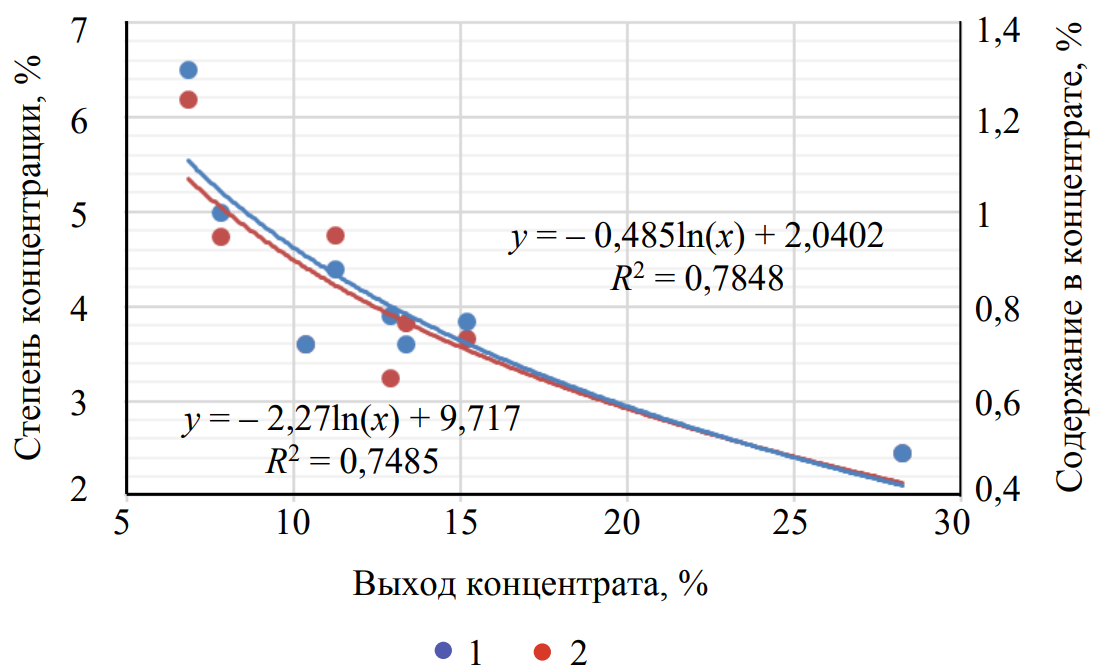
Рис.1. Зависимость степени концентрации/содержания в концентрате от выхода продукта
1 - степень концентрации; 2 - содержание в концентрате
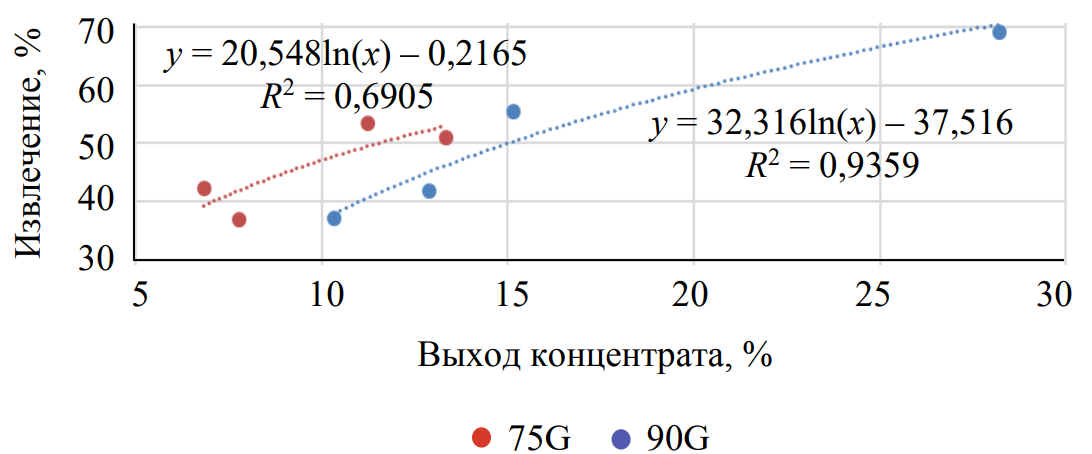
Рис.2. Кривая извлечение на хвостах промпродуктовой сепарации грубозернистой нитки
Дополнительно были проведены тесты по наработке концентрата для последующей перечистки. В результате анализа содержания ценного компонента установлено, что основная масса бадделеита в питании сосредоточена в тонких классах. Концентратор эффективно извлекает бадделеит из классов –0,071 и –0,044 мм. Наибольший коэффициент концентрации и показатель извлечения зафиксирован во фракции –0,044 мм, что, вероятно, связано с максимальным раскрытием минерала в данном классе.
Хвосты промпродуктовой грубой нитки показали себя перспективным материалом для извлечения бадделеита с помощью центробежной сепарации. Основная масса минерала сосредоточена в тонких классах: 90-95 % ZrO2 в классе –0,20 мм, 65-70 % ZrO2 в классе –0,071 мм. Поскольку извлечение в крупных классах незначительное, можно предположить, что ценный минерал в этих классах ассоциирован с пустой породой и требует дополнительных операций по дезинтеграции сырья.
Тест на хвостах основной сепарации грубозернистой нитки
В ходе двух первых подготовительных этапов был выбран режим подачи флюидизационной воды и скорости вращения ротора (G-ускорение 75).
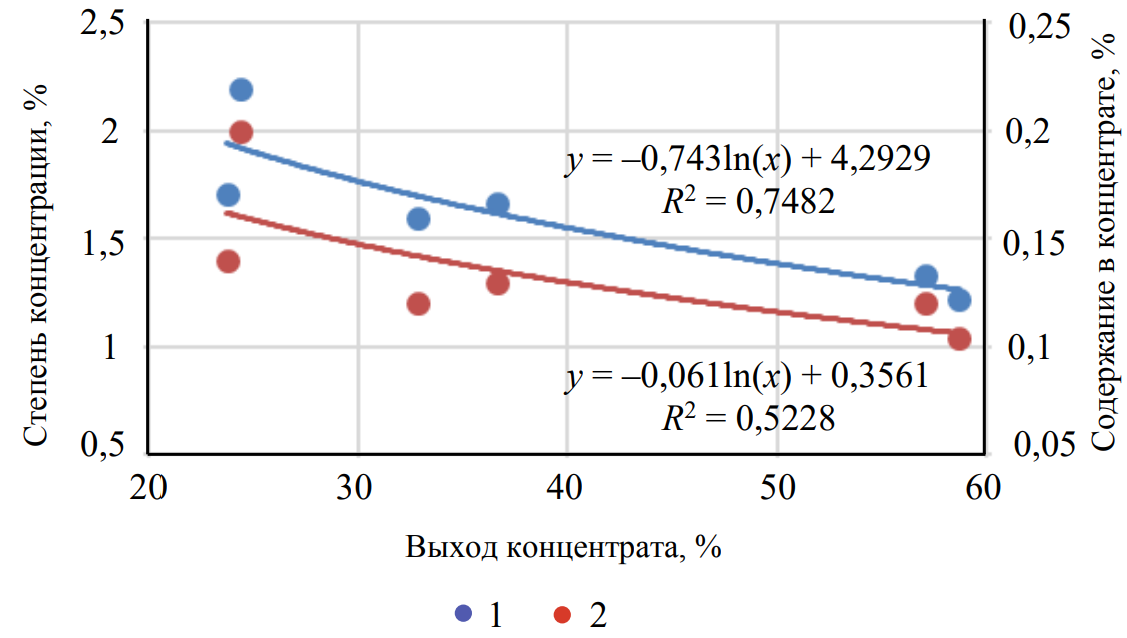
Рис.3. Зависимость степени концентрации от выхода продукта
1 - степень концентрации; 2 - содержание в концентрате
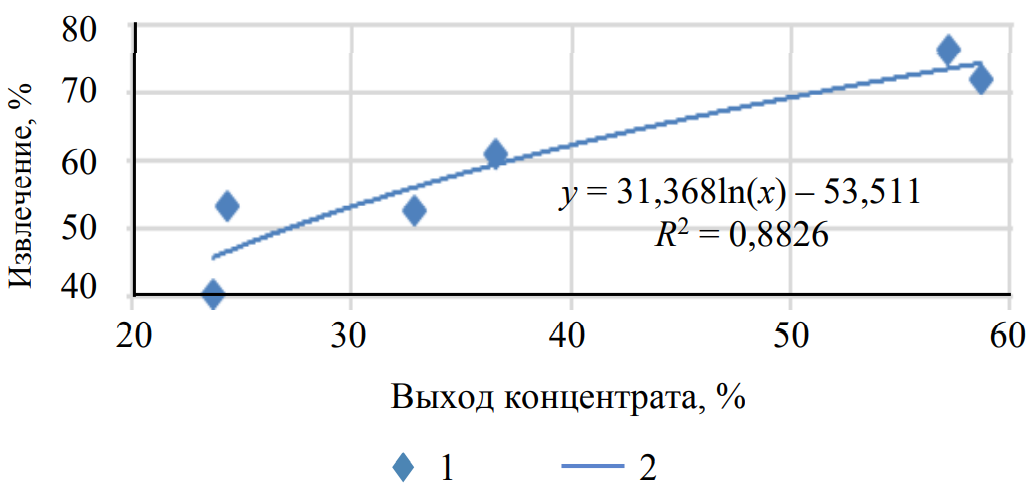
Рис.4. Зависимость извлечение бадделеита от выхода концентрата
1 - кривая извлечение; 2 - логарифмическая кривая извлечения
На основании полученных результатов установлено, что хвосты основной сепарации грубозернистой нитки обогащаются менее эффективно и имеют меньшую степень концентрации, и, хотя извлечение остается на высоком уровне, степень концентрации находится на уровне 2 (рис.3). На графике (рис.4) представлена кривая извлечения.
За одну операцию удалось достичь максимальной степени концентрации 2,2, при этом содержание в концентрате достигало 0,2 % по ZrO2. Аналогично первому этапу был проведен анализ содержания ценного компонента по классам крупности. Установлено, что основная масса бадделеита (более 50 %) сосредоточена в тонких классах (–0,071 мм). Основной рост извлечения и содержания в концентрате полезного компонента также наблюдается в тонких классах –0,071 мм.
Хвосты основной грубой сепарации трудно обогащаются на центробежном сепараторе. Вероятно, причины в низкой концентрации ценного компонента в исходном питании продукта, более грубом гранулометрическом составе и большом количестве сростков минералов. Основная масса сосредоточена в тонких классах: 85-90 % ZrO2 в классе –0,20 мм, 60 % ZrO2 в классе –0,071мм, однако из этих классов и происходит основное извлечение ценного компонента. Более крупные классы, вероятно, представлены сростками, поэтому извлечение и концентрация в них минимальны.
Тест на объединенных хвостах основной и перечистной тонкозернистой сепарации
Проведение полупромышленных испытаний на данном потоке питания было осложнено проблемами настройки стабильного питания, невозможностью достижения необходимой плотности и низкой массовой составляющей питания.
В ходе первых двух подготовительных этапов был выбран режим флюидизационной воды
(25 л/м) и скорости вращения ротора (75G и 90G).
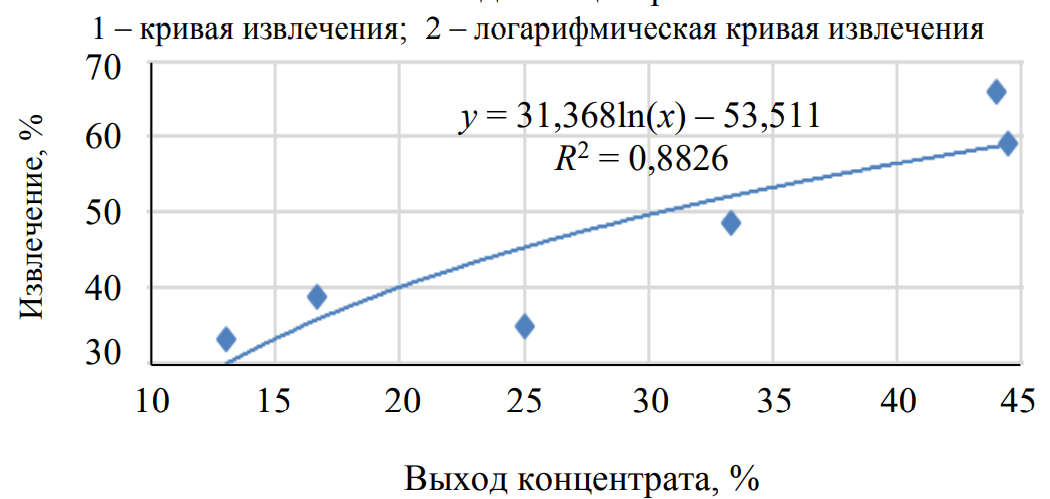
Рис.5. Зависимость извлечения бадделеита от выхода концентрата
Условные обозначения см. на рис. 4
Обогащение бадделеита характеризуется слабым извлечением (рис.5), однако при уменьшении выхода концентрата его качество растет заметнее, чем на хвостах основной сепарации грубозернистой нитки.
Установлено, что за одну операцию удалось достичь максимальной степени концентрации 2,5 %, при этом содержание в концентрате достигало уровня 0,35 % по ZrO2 (рис.6).
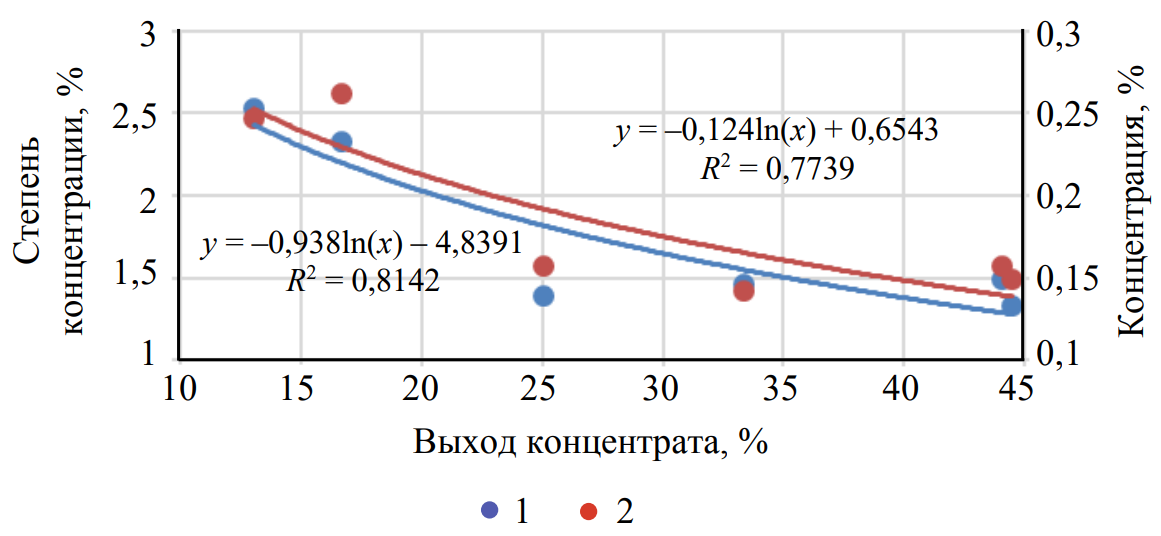
Рис.6. Зависимость степени концентрации от выхода продукта 1 - степень концентрации; 2 - содержание в концентрате
На основании исследований по определению содержания ценного компонента в различных классах крупности установлено, что, как и в предыдущих тестах, основная концентрация минерала находится в тонких классах, однако данный продукт питания концентратора характеризуется более тонким гранулометрическим составом.
На основании проведенных исследований по переработке различных продуктов можно утверждать, что хвосты тонкой сепарации являются наиболее труднообогатимым продуктом с помощью центробежной концентрации. Основная масса полезного компонента сосредоточена в классе –0,044 мм, но выход в концентрате не превышает 20 %. Вероятно, крупные частицы пустой породы оказывают негативное влияние на перемещение мелкодисперсной фракции, в которой содержится основное количество ценного компонента в постели концентратора. Это и является причиной того, что в этом продукте довольно сложно поднять степень концентрации выше 2,5 в одну операцию.
Результаты
Обогащение отвальных продуктов АБОФ показало, что, несмотря на то, что продукты в условиях центробежного поля обогащаются по-разному, с разной степенью концентрации, и имеют различный гранулометрический состав, они похожи в том, что основная масса ценного компонента извлекается в концентрат именно в тонких классах.
Анализ гранулометрического состава материала и полученных продуктов показал, что до 90 % ценного компонента совокупного продукта хвостов во вскрытом виде концентрируется в классе –0,1 мм, соответственно ограничение класса питания до –0,1 мм может повысить содержание ценного компонента в питании концентратора, что позволит получать концентрат более высокого качества при той же степени концентрации. Ограничение класса крупности позволит снизить влияние крупных частиц пустой породы на качество сепарации ZrO2.
Рассматривая данный вопрос с практической точки зрения, грохочение потока при существующей подаче продукта в 1000 т/ч по классу –0,1 мм потребует значительных капитальных затрат и, вероятно, не достигнет необходимой эффективности. Оценивая работу центробежной сепарации при первичной переработке хвостов, можно сделать вывод, что при совокупном выходе концентрата 20-25 % по всем потокам можно извлечь около 40-50 % ZrO2 в первичный концентрат.
Показатели извлечения ZrO2, полученные в результате проведения промышленных испытаний установки типа KC-CVD6 на Ковдорском ГОКе, могут быть обработаны с помощью математической статистики, а именно методов регрессионного анализа, с целью построения математических моделей, способных адекватно описать процессы извлечения ценного компонента.
Для начала необходимо определиться с обозначениями, используемыми в дальнейших рассуждениях. Важнейшими выходными параметрами процесса обогащения рудных материалов являются содержание ценного компонента в концентрате у1 и хвостах у2. Входными параметрами для данной установки являются объем V и масса питания Q, содержание твердого, продолжительность теста T, содержание ZrO2 в питании, ускорение G и время закрытия клапана t, данные входные параметры обозначены как xi, где i = 1…7. Управляемыми параметрами являются только ускорение, продолжительность теста и время закрытия клапана, остальные входные параметры – случайные величины. Все результаты проведения тестов сведены в табл.1.
Для корректных выводов о количественном влиянии того или иного входного параметра хi на выходной yi проводится процедура нормировки данных. Далее к полученным данным применяется метод наименьших квадратов, который позволяет определить оптимальное в смысле минимизации отклонений линейное уравнение регрессии.
Перед непосредственным применением метода наименьших квадратов для получения регрессионной модели следует проверить получаемые модели с целью отбора наиболее адекватной. Для этого необходимо случайным образом выбрать по одному опыту из каждого испытания, т.е. произвести проверочную выборку. Далее требуется осуществить корреляционный анализ полученных данных с целью отделения переменных, оказывающих наиболее существенное влияние на выход хвостов и концентрата.
Таблица 1
Результаты проведения тестов
|
Номер испытания* |
Объем |
Масса |
Содержание твердого х3 |
Продолжительность |
Содержание ZrO2 |
Ускорение |
Время |
Содержание ZrO2 |
Содержание ZrO2 |
|
1 |
1,98 |
0,838 |
1 |
33 |
0,2 |
75 |
8 |
0,49 |
0,086 |
|
1 |
1,872 |
0,887 |
1 |
36 |
0,21 |
75 |
12 |
0,77 |
0,11 |
|
1 |
2,232 |
0,81 |
1 |
30 |
0,2 |
75 |
24 |
0,72 |
0,14 |
|
1 |
2,16 |
0,837 |
1 |
30 |
0,24 |
75 |
16 |
0,78 |
0,16 |
|
1 |
2,88 |
0,992 |
1 |
28 |
0,22 |
90 |
32 |
0,72 |
0,21 |
|
1 |
2,81 |
0,884 |
1 |
26 |
0,23 |
90 |
48 |
0,88 |
0,13 |
|
1 |
3,24 |
0,926 |
1 |
24 |
0,21 |
90 |
64 |
1 |
0,11 |
|
1 |
2,95 |
0,885 |
2 |
25 |
0,21 |
90 |
120 |
1,3 |
0,13 |
|
1 |
2,81 |
0,843 |
5 |
25 |
0,19 |
90 |
64 |
0,9 |
0,13 |
|
2 |
2,16 |
0,67 |
1 |
24 |
0,09 |
75 |
10 |
0,12 |
0,05 |
|
2 |
1,91 |
0,572 |
1 |
25 |
0,085 |
75 |
16 |
0,104 |
0,058 |
|
2 |
1,62 |
0,395 |
1 |
21 |
0,075 |
75 |
24 |
0,12 |
0,053 |
|
2 |
2,09 |
0,628 |
1 |
25 |
0,078 |
75 |
32 |
0,13 |
0,048 |
|
2 |
2,23 |
0,709 |
1 |
26 |
0,091 |
75 |
48 |
0,2 |
0,056 |
|
2 |
2,05 |
0,53 |
1 |
22 |
0,082 |
75 |
64 |
0,14 |
0,064 |
|
2 |
1,72 |
0,541 |
6,5 |
26 |
0,095 |
75 |
32 |
0,15 |
0,071 |
|
3 |
2,88 |
0,309 |
1 |
10 |
0,15 |
90 |
16 |
0,2 |
0,11 |
|
3 |
2,16 |
0,387 |
1 |
16 |
0,13 |
90 |
24 |
0,19 |
0,1 |
|
3 |
1,8 |
0,193 |
1 |
10 |
0,14 |
90 |
32 |
0,21 |
0,085 |
|
3 |
1,8 |
0,193 |
1 |
10 |
0,13 |
90 |
48 |
0,33 |
0,1 |
|
3 |
2,16 |
0,231 |
1 |
10 |
0,15 |
90 |
64 |
0,35 |
0,11 |
|
3 |
2,44 |
0,337 |
6,5 |
13 |
0,15 |
90 |
32 |
0,21 |
0,13 |
Примечание. *Номер испытания: 1 – тест на хвостах промпродуктовой сепарации грубозернистой нитки; 2 – тест на хвостах основной сепарации грубозернистой нитки; 3 – тест на объединенных хвостах основной и перечистной тонкозернистой сепарации).
Алгоритм проведения обработки полученных данных будет выглядеть следующим образом:
- Случайный выбор по одному опыту из каждого испытания и создание из них проверочной выборки.
- Расчет парных коэффициентов корреляции между независимыми переменными х1, … х7 и выходными параметрами у1 и у2.
- Выбор независимых переменных для построения регрессионной модели с учетом парных коэффициентов корреляции.
- Построение регрессионных моделей из отобранных переменных.
- Расчет коэффициентов регрессионной модели с помощью метода наименьших квадратов.
- Оценка полученных моделей и выбор наиболее адекватной из них.
В качестве оценки полученных моделей необходимо руководствоваться следующими соображениями: модель должна как можно лучше описывать исходную выборку, для чего надлежит воспользоваться коэффициентом детерминации R2, также необходимо показывать хорошие результаты на проверочной выборке, для чего требуется рассчитать сумму квадратов отклонений прогнозных значений от истинных, взятых из проверочной выборки, для параметра . При этом следует учесть, что R2 ` [0; 1], поэтому в критерий следует включить величину 1/R2. Таким образом формируется критерий для оценки получаемых регрессионных моделей
где α, β – весовые коэффициенты, α + β = 1; ý– значение, рассчитанное на основании модели для данных из проверочной выборки; yв – истинное значение параметра из проверочной выборки.
Назначение коэффициентов a и b позволяет варьировать качество модели либо в сторону увеличения прогностической способности, либо, жертвуя качеством аппроксимации, повысить возможность учета вновь поступающих данных. В данном случае a и b принимаются равными 0,5.
Далее, действуя по представленному алгоритму, для чего надлежит воспользоваться коэффициентом детерминации R2, необходимо рассчитать парные коэффициенты корреляции rxy между независимыми переменными х1, … х7 и выходными параметрами у1 и у2 (табл.2).
Таблица 2
Парные коэффициенты корреляций
|
Cодержание ZrO2 |
Объем |
Масса |
Содержание твердого х3 |
Продолжительность теста х4 |
Содержание ZrO2 в питании х5 |
Ускорение х6 |
Время закрытия клапана х7 |
|
В концентрате, y1 |
0,65 |
0,72 |
– 0,03 |
0,44 |
0,87 |
0,33 |
0,51 |
|
В хвостах, y2 |
0,57 |
0,40 |
0,08 |
0,12 |
0,84 |
0,51 |
0,15 |
При рассмотрении всех моделей, получаемых путем комбинирования объема и массы питания, содержания ZrO2 в питании и времени закрытия клапана, общая формула такой модели может быть представлена в виде упрощенного ряда Винера:
где n, m, l определяют порядок модели.
Ввиду ограниченного числа опытов, а также в связи с тем, что количество наблюдений незначительно превосходит число параметров, необходимо ограничить максимум порядка модели единицей. При применении стандартных методов регрессионного анализа к таким задачам [10] уравнение регрессии для n = 0; m = 0; l = 0 (линейной регрессии) для содержанияZrO2 в концентрате имеет следующий вид:
При этом коэффициент детерминации R2 для данной модели равен 0,95, что соответствует высокой прогностической способности построенный модели. Далее по формуле (1) для данной модели рассчитывается значение критерия качества, тогда I = 0,5493.
В соответствии с представленным алгоритмом для всех возможных сочетаний переменных получается уравнение регрессии с минимальным значением критерия I = 0,5493:
При этом R2 = 0,968, что говорит о высоком качестве полученной модели. Также модель содержит всего шесть слагаемых при 19 наблюдениях, т.е. уравнение действительно описывает процессы, происходящие в системе.
Проведена проверка значимости коэффициентов регрессии. Вероятности для коэффициентов регрессии уравнения (2), определенные при помощи расчета t-статистики, равны 8,46 ∙10–13; 0,09; 8,50 ∙10–5; 3,96 ∙10–7; 0,0002; 0,02 соответственно. Очевидно, все найденные коэффициенты статистически значимы.
Таким образом определено, что выход концентрата практически не зависит от продолжительности проведения теста, а также слабо зависит от ускорения. Наибольше влияние на данный показатель оказывает содержание ZrO2 в питании, следующими по значимости являются масса питания и время открытия пережимных клапанов. При этом выявлено влияние произведения содержания ценного компонента в питании и времени открытия пережимных клапанов. Также выявлено, что объем питания V входит в итоговое уравнение с отрицательным коэффициентом.
Анализируя уравнение (2), с учетом того, что ${\tfrac {\partial^2 у_1}{\partial х_i \partial_j}}=0$, кроме ${\tfrac {\partial^2 у_1}{\partial х_7 \partial_5}}={\tfrac {\partial^2 у_1}{\partial х_5 \partial_7}}=0,07$, видно, что оно дает нулевые миноры матрицы Гессе, и соответственно, указание, что для данной функции максимальные и минимальные значения достигаются на границах параметров xi. Таким образом, для максимизации ценного компонента необходимо зафиксировать x2, x5 и x7 на максимально возможном уровне, а x1 – на минимальном.
При исследовании зависимости выхода хвостов по тому же алгоритму, что и для выхода концентрата, на основании корреляционного анализа для составления регрессионных моделей используются следующие переменные: объем питания x1; содержание ZrO2 в питании x5; ускорение x6. Составляя модели также в виде рядов Винера, получается, что наименьшее значение критерия (1) I = 0,7242 обеспечивает следующее уравнение:
Коэффициент детерминации для данной модели R2 = 0,694, что, в соответствии со шкалой Чеддока, говорит о невысокой прогностической способности модели и значит, что она может быть использована только для получения предварительных выводов и расчетов. Определенные для данного уравнения вероятности при помощи расчета t-статистики показывают, что все коэффициенты не соответствуют заданному уровню значимости, кроме коэффициента при параметре x6. Поэтому можно лишь утверждать, что увеличение ускорения G состоит в прямо пропорциональной зависимости от выхода хвостов.
Такой результат для хвостов хорошо согласуется с другими работами авторов для данной установки на другом рудном материале [10]. Это позволяет утверждать, что для создания математической модели хвостов требуется изучение дополнительных факторов, влияющих на данный параметр.
Заключение
Полупромышленные испытания показали, что бадделеит эффективно обогащается по технологии CVD (центробежной сепарации с постоянным варьируемым выходом). Переработке были подвергнуты различные отвальные хвосты АБОФ, из которых концентратор позволял эффективно извлечь минерал со степенью концентрации 5 % по первичной операции.
Полупромышленные и лабораторные исследования проводились в различных условиях и на материале с отличными гранулометрическими характеристиками, однако анализируя полученные данные, можно говорить о том, что в целом результаты, полученные на полупромышленной установке, коррелируют с лабораторными данными, полученными институтом ТОМС.
Содержание ценного компонента на всех потоках отличалось, однако неизменно то, что основное извлечение происходило в тонких классах, в том числе в классе –0,044 мм, что говорит об эффективности работы концентратора именно на раскрытых, готовых к обогащению зернах.
Концентрация ZrO2 в тонких классах после первичной центробежной сепарации указывает на то, что сужение класса положительно сказывается на повышении концентрации полезного минерала и эффективности последующей переработки. Сужение по классу 0,28 мм, позволяет повысить концентрацию от 1,2 до 1,5 раз, а по классу 0,1 мм от 2 до 5 раз.
Центробежная сепарация является эффективным процессом для первичной концентрации ценного продукта из хвостов АБОФ, однако последующая перечистка до показателей концентрации, которые являются минимально необходимыми для отделения доводки АБОФ, должна осуществляться другими способами, вероятнее всего, с использованием концентрационных столов.
В результате работы предложен алгоритм обработки результатов испытаний, базирующийся на классическом регрессионном анализе, при этом сформирован оригинальный критерий отбора моделей. Построены модели зависимостей выхода концентрата и хвостов от настраиваемых параметров, что позволило установить связь между выходом концентрата и временем открытия пережимных клапанов, а также связь между выходом хвостов и ускорением установки.
Литература
- Анализ направлений переработки лежалых хвостов Джидинского ВМК / П.К.Федотов, В.И.Петухов, К.В.Федотов, А.Е.Бурдонов // Обогащение руд. 2016. № 1(361). С. 40-46. DOI: 10.17580/or.2016.01.07
- Андронов Г.П. Получение дополнительных продуктов из техногенных отходов переработки руд Ковдорского месторождения / Г.П.Андронов, Т.Н.Перункова // Вестник Кольского научного центра РАН. 2018. Т. 10. № 4. С. 68-72. DOI: 10.25702/KSC.2307-5228.2018.10.4.68-72
- Архипов А.В. Определение физико-механических свойств хвостов обогащения комплексных руд на ОАО «Ковдорский ГОК» // Горный информационно-аналитический бюллетень (научно-технический журнал). 2014. № 7. С. 83-90.
- Лукичев С.В. Состояние и перспективы развития минерально-сырьевого комплекса Мурманской области / С.В.Лукичев, Д.В.Жиров, О.Е.Чуркин // Горный журнал. 2019. № 6. С. 19-24. DOI: 10.17580/gzh.2019.06.0
- Модернизация минерально-сырьевой базы в стратегии долгосрочного развития Ковдорского ГОКа / А.И.Петрик, А.Н.Быховец, В.А.Сохарев и др. // Горный журнал. 2012. № 10. С. 12-18.
- Основные итоги и уроки реализации инновационного проекта крупномасштабного освоения техногенного месторождения отходов обогатительного производства / А.А.Данилкин, С.В.Ивановский, С.В.Семкин и др. // Горный журнал. 2012. № 10. С. 40-45.
- Оценка влияния отходов горного производства на окружающую среду с применением ГИС технологий / В.И.Усиков, Л.Н.Липина, А.В.Александров, С.И.Корнеева // Горный информационно-аналитический бюллетень. 2019. № 12. С. 114-126. DOI: 10.25018/0236-1493-2019-12-0-114-126
- Оценка эффективности переработки техногенного сырья рудных месторождений Кольского горнопромышленного комплекса / Е.В.Громов, А.С.Опалев, В.А.Иванова, М.С.Хохуля // Север и рынок: формирование экономического порядка. 2018. № 3 (59). С. 77-90. DOI: 10.25702/KSC.2220-802X.3.2018.59.77-90
- Переработка хвостов джидинского вольфрам-молибденового комбината для получения золотосодержащего товарного продукта / П.К.Федотов, В.И.Петухов, Е.В.Зелинская, А.Е.Бурдонов // Обогащение руд. 2016. № 6 (366). С. 44-50. DOI: 10.17580/or.2016.06.08
- Установление технологических зависимостей работы концентратора КС-CVD6 с помощью метода группового учета аргументов / В.В.Пелих, В.М.Салов, А.Е.Бурдонов, Н.Д.Лукьянов // Известия Томского политехнического университета. Инжиниринг георесурсов. 2020. Т. 331. № 2. С. 139-150. DOI: 10.18799/24131830/2020/2/2500
- Складирование хвостов обогащения с использованием модификаторов реологии / И.В.Шадрунова, О.Е.Горлова, В.Ш.Галямов, В.С.Фролов // Обогащение руд. 2018. № 2. С. 48-54. DOI: 10.17580/or.2018.02.09
- Федотов К.В. Оптимизация работы центробежных концентраторов / К.В.Федотов, В.В.Тютюнин // Горный информационно-аналитический бюллетень (научно-технический журнал). 2013. № 1. С. 208-215.
- Korchak E.A. Sustainable development of the Russian Arctic: The role of labor potential // Proceeding of the International Science and Technology Conference «FarEastCon 2019», October, 2019, Vladivostok, Russia. Springer, 2020. Vol. 172. P. 713-724. DOI: 10.1007/978-981-15-2244-4_67
- Iron recovery from zinc mine tailings by magnetic separation followed by carbothermal reduction of self-reducing briquettes / J.T.Vinhal, R.C.Húngaro, J.L.Coleti, D.C.R.Espinosa // Canadian Journal of Chemical Engineering. 2021. Vol. 99. Iss. 1. P. 166-177. DOI: 10.1002/cjce.23845
- Redwan M. Characterization and environmental impact assessment of gold mine tailings in arid regions: A case study of Barramiya gold mine area, Eastern Desert, Egypt / M.Redwan, A.O.Bamousa // Journal of African Earth Sciences. 2019. Vol. 160. № 103644. DOI: 10.1016/j.jafrearsci.2019.103644
- Sustainable utilization of waste tire-chips reinforced copper tailings as structural fill / G.Gill, R.K.Mittal, R.Dandautiya, N.Purohit // Environment, Development and Sustainability. 2020. Vol. 22. P. 4845-4865. DOI: 10.1007/s10668-019-00408-2