Особенности действия реагента-собирателя из класса алкиловых эфиров фосфорной кислоты при флотации апатит-нефелиновых руд
- 1 — канд. техн. наук ведущий научный сотрудник Горный институт КНЦ РАН ▪ Orcid
- 2 — старший научный сотрудник Горный институт КНЦ РАН ▪ Orcid
- 3 — канд. геол.-минерал. наук научный сотрудник Геологический институт КНЦ РАН ▪ Orcid
- 4 — канд. техн. наук директор департамента Кировский филиал АО «Апатит» ▪ Orcid
Аннотация
Рост количества вовлекаемых в переработку апатит-нефелиновых руд сложного минерального состава, увеличение содержания в руде сопутствующих минералов, близких по своей флотируемости к апатиту, определяют необходимость использования высокоселективных собирателей. Методом беспенной флотации проведена сравнительная оценка флотируемости чистых минералов, показана высокая избирательность действия эфиров фосфорной кислоты по отношению к апатиту. На примере флотации пробы апатит-нефелиновой руды с содержанием 17,27 % апатита и 40,18 % нефелина исследовано действие четырех реагентных режимов, отличающихся количеством селективных синтетических реагентов-собирателей. Минералогический анализ измельченной руды показал, что в ней присутствуют две разновидности апатита – крупнозернистый свободный и более мелкий пойкилитовый в виде включений в породообразущих минералах. Свободный апатит хорошо раскрывается и присутствует в качестве раскрытых зерен даже в крупных (+0,16 мм) классах. Пойкилитовый апатит встречается в виде сростков с разными минералами, в основном с нефелином и продуктами его изменения (натролит, шпреуштейн, содалит и др.) и пироксеном. Методом оптической микроскопии показано, что увеличение в составе собирательной смеси доли реагента из класса оксиэтилированных эфиров фосфорной кислоты позволяет повысить качество получаемых апатитовых концентратов за счет снижения в концентратах количества сростков апатита с нефелином и пироксенами. В концентрате, полученном с самым селективным реагентным режимом, сростки характеризуются соотношением в пользу апатита от 50/50 и выше. В концентраты с более низким качеством попали сростки с меньшим содержанием апатита, вплоть до 20/80 и меньше.
Отсутствует
Введение
Хибинские месторождения комплексных апатит-нефелиновых руд являются крупнейшими в мире по запасам фосфатного сырья [1, 2]. Фосфорсодержащие руды в качестве сырья для получения минеральных удобрений относятся к стратегическим видам минерального сырья, обеспечивающим экономическую (продовольственную) безопасность страны [3]. Однако за годы отработки таких месторождений содержание Р2О5 в руде снизилось с 29 до 12 %, а в последние годы в переработку все больше вовлекаются руды бедные и характеризующиеся сложным минеральным составом [4, 5]. Суммарное содержание основных минералов руды – апатита и нефелина – снижается, следовательно, растет доля сопутствующих минералов, в том числе и близких по своей флотоактивности к апатиту. При флотации таких руд в большей степени проявляется негативное влияние ионов жидкой фазы флотационной пульпы [6, 7]. Особую актуальность приобретает вопрос совершенствования технологических схем [8] и использования при флотации селективно действующих реагентов [9, 10]. Повышение эффективности разделения минеральных комплексов может быть достигнуто, с одной стороны, применением реагентов-депрессоров [11, 12]. С другой стороны, введение селективных собирателей, например полиакрилатов [13] или производных аминокислот [14, 15], в состав реагентной смеси позволяет гибко регулировать ее свойства.
Традиционными реагентами для флотации апатита выступают жирные кислоты [16, 17], источниками которых являются продукты переработки древесины [18] и различные растительные масла [19, 20]. Однако невысокая избирательность действия [21] и чувствительность к условиям флотации [22, 23] не позволяют получать требуемые технологические показатели при флотации сложных по минеральному составу руд [24]. Поэтому жирные кислоты, как правило, используют в сочетании с реагентами, отличными по составу и структуре [25, 26]. Так, наблюдаемый синергетический эффект совместного действия жирных кислот и реагентов Span 80 (sorbitanoleate) и алкилсульфонатов обусловлен их совместной адсорбцией на поверхности апатита, а также предпочтительной адсорбцией на поверхности породных минералов [27, 28]. Оксиэтилированные алкилфенолы и алифатические спирты способствуют более прочному закреплению жирных кислот на поверхности апатита [29]. Комбинация олеата натрия с реагентом Atrac 50S в сочетании с депрессорами обеспечивает значительную разницу между флотируемостью апатита, кальцита и кварца [30]. Исследования по флотации различных проб апатит-нефелиновой руды показали высокую селективность по отношению к апатиту реагента Phospholan РЕ-65, представляющего собой смесь моно- и диэфиров фосфорной кислоты и оксиэтилированных жирных спиртов [9, 23, 31]. Увеличение доли этого компонента до ~1/3 в составе собирательной смеси (СС) в сочетании с жирными кислотами талловых масел (ЖКТМ) способствует повышению качества апатитового концентрата, получаемого флотацией из апатит-нефелиновых руд [32]. Положительный эффект совместного действия проявляется также в повышении извлечения апатита и объясняется авторами образованием в растворе совмещенных супрамолекулярных структур с более слабым дисперсионным взаимодействием, способствующих повышению адсорбции реагентов на поверхности минерала [33].

Рис.1. Схема замкнутого цикла лабораторной флотации апатит-нефелиновой руды
Цель настоящей работы – оценка эффективности и селективности флотационного разделения минералов апатит-нефелиновых руд в зависимости от состава СС.
Материалы и методы
Для исследования была выбрана керновая проба апатит-нефелиновой руды месторождения Плато Расвумчорр. Минеральный состав исходной руды определяли рентгенофазовым методом на порошковом рентгеновском дифрактометре D2 PHASER производства компании Bruker AXS GmbH (Германия). Содержание основных компонентов руды и продуктов ее обогащения устанавливалось методом РСА и спектрофотометрическим методом с помощью спектрофотометра UNICO (Р2О5).
Руда была раздроблена до крупности –1,6 мм последовательно на лабораторных щековой и валковой дробилках. Измельчение навески руды массой 500 г до флотационной крупности выполняли в лабораторной шаровой мельнице при соотношении Т:Ж:Ш = 1:0,8:6. После измельчения содержание в руде класса –0,071 мм составило 35,9 %, класса +0,16 мм – 30,8 %. Флотацию руды вели в лабораторной флотомашине в замкнутом цикле на оборотной воде обогатительной фабрики. Флотационная схема включала основную, контрольную флотации и две перечистные операции (рис.1). Депрессор жидкое стекло (ЖСт) подавали в измельчение; рН апатитовой флотации поддерживали на уровне 9,6-9,8 путем добавления в пульпу необходимого количества едкого натра.
Результаты флотации оценивали по основным технологическим показателям процесса, %: содержанию полезного компонента в концентрате βР2О5 и в хвостах θР2О5; выходу продукта γ и извлечению определяемого компонента ε. Расчет извлечения проводили по формуле ε = (βγ)/α, где α – содержание определяемого компонента в питании флотации, %.
При флотации руды использовали СС, в состав которой входили продукты переработки древесины (смесь талловых масел) и синтетические реагенты Phospholan PE-65, представляющие собой смесь моно- и диэфиров фосфорной кислоты и оксиэтилированных жирных спиртов и Atrac-2600 – производные аминокислот. Эффективность взаимодействия рассматриваемых реагентов с минералами оценивали методом беспенной флотации. Флотацию в трубке Халлимонда проводили на мономинеральных фракциях апатита, эгирина крупностью –0,16+0,1 мм; рН флотации – 9,7-9,8. Время агитации минерала с регулятором (0,1 %-ный раствор NaОН) – 1 мин, с собирателем – 2 мин. Время флотации – 3 мин, скорость подачи воздуха – 5,3 мл/мин. При беспенной флотации в качестве монособирателя испытаны реагенты Phospholan PE-65 и ATRAC-2600 и олеат натрия как представитель жирнокислотных собирателей. Все собиратели при лабораторной флотации руды и беспенной флотации чистых минералов использовали в виде растворов их натриевых солей, полученных омылением соответствующего реагента гидроксидом натрия.
Полученные продукты переработки руды (исходная руда, концентраты и хвосты) были изучены с помощью оптической микроскопии в изготовленных искусственных аншлифах на основе эпоксидной смолы на рудно-петрографическом поляризационном микроскопе Leica DM 2500P. Экспресс-диагностика минералов в аншлифах осуществлялась методом рамановской спектроскопии на спектрометре EnSpectr R532 (производство ООО «Спектр-М», Институт физики твердого тела РАН, Черноголовка), совмещенном с оптическим микроскопом Olympus BX-43 в Горном институте Федерального исследовательского центра «Кольский научный центр Российской академии наук», Апатиты. Мощность лазера (с длиной волны 532 нм) составляла 18 мВт, спектральное разрешение – 5-8 см–1, объектив микроскопа – 20 × (NA 0,4), время экспозиции 500 мс, число повторений 20, точность определения волновых чисел не превышала ±1 см–1, диаметр лазерного луча около 2 мкм. Минералы определялись по совпадению спектров с эталонами из БД RRUFF [34].
Обсуждение результатов
Исследуемая проба апатит-нефелиновой руды характеризовалась низким содержанием фторапатита (далее по тексту – апатит) – 17,27 мас.% и высоким – нефелина – 40,18 мас.% (табл.1). Основные компоненты в пробе апатит-нефелиновой руды, мас.%: P2O5 – 7,01; Al2O3общ – 17,46; TiO2 – 2,70; Feобщ – 5,09; K2O – 3,85; Na2O – 8,39; Na2O/K2O – 2,18. Руда представляла собой смесь как обычной, так и «окисленной» руды. На это указывает присутствие обломков шпреуштейна, измененного нефелина, натролита с тонкой сульфидной вкрапленностью, а также апатита с частично растворенными границами. Такой апатит обычно приурочен к пироксену.
Таблица 1
Минеральный состав пробы руды
|
Минерал |
Содержание в пробе, мас.% |
Минерал |
Содержание в пробе, мас.% |
|
|
Фторапатит |
17,27 |
Цеолит |
6,90 |
|
|
Нефелин |
40,18 |
в том числе натролит |
5,39 |
|
|
Пироксен |
5,24 |
Титанит |
2,89 |
|
|
Амфибол |
3,91 |
Ильменит |
0,26 |
|
|
Полевой шпат |
11,92 |
Магнетит титанистый |
0,44 |
|
|
Канкринит |
0,86 |
Лампрофиллит |
1,28 |
|
|
Содалит |
0,36 |
Слюда |
6,60 |
|
|
Глинистый минерал |
1,89 |
|||
|
Итого |
100 |
|||
Изучение измельченной исходной руды показало, что в руде присутствуют две морфологические разновидности апатита – крупнозернистый свободный и более мелкий пойкилитовый в виде включений в породообразующих минералах, что характерно для хибинских апатит-нефелиновых руд [5]. Свободный апатит хорошо раскрывается и присутствует в виде раскрытых зерен даже в крупных (+0,16 мм) классах [35]. Пойкилитовый апатит встречается в виде сростков с разными минералами, в основном с нефелином и продуктами его изменения (натролит, шпреуштейн, содалит и др.) и пироксеном (рис.2). Такой апатит в крупных классах присутствует в виде сростков. В нем также отмечается несколько разновидностей. Крупный пойкилитовый апатит при дальнейшем измельчении будет раскрываться, но в руде присутствуют обломки, например нефелина с единичными мелкими зернами апатита или титанита с тонкой эмульсионной вкрапленностью апатита. Извлечение такого апатита затруднительно или даже невозможно.
На диаграмме (рис.3) приведены результаты анализа сростков измельченной руды, расситованной на пять классов крупности. Содержание раскрытых зерен апатита закономерно увеличивается при снижении класса крупности. Наблюдается закономерное снижение сростков апатита с нефелином и титанитом, а также сложных многокомпонентных сростков. Количество сростков апатита с пироксеном остается почти на одном уровне.

Рис.2. Сростки апатита в исходной руде: а, б – многокомпонентные сростки пойкилитового апатита с пироксеном и нефелином; в – частично раскрытый остаток зерна апатита на краю нефелин-натролитового агрегата; г, д – двухкомпонентные сростки-включения более мелкого пойкилитового апатита в нефелине и титаните; е – тонкая эмульсионная вкрапленность апатита в титаните. Фото в отраженном поляризованном свете. Ap – апатит; Nph – нефелин; Ntr – натролит; Px – пироксен; Spr – шпреуштейн; Ttn – титанит

Рис.3. Распределение раскрытого апатита и сростков апатита с другими минералами по классам крупности в измельченной руде
На первом этапе флотационные испытания проводили с использованием принятой на тот момент СС, представляющей собой смесь талловых масел 60 % и синтетических реагентов 26 % Phosphplan PE-65 и 24 % Atrac 2600. Полученные результаты показали, что использование данной реагентной смеси не позволило получить апатитовый концентрат требуемого качества, содержание Р2О5 в концентрате не превысило 38 % (табл.2). Ни варьирование расхода собирателя, ни увеличение расхода депрессора не улучшили показатели флотации.
Предварительный оптический анализ показал, что при заданной крупности измельчения 32 % апатита в классе +0,16 мм находится в сростках с нефелином и пироксеном, а, следовательно, невысокое качество получаемого концентрата связано, очевидно, с наличием в пенном продукте сфлотированных сростков апатита с сопутствующими минералами. Предшествующими исследованиями показано, что увеличение доли селективного реагента Phospholan PE-65 в смеси позволяет повысить содержание Р2О5 в концентрате [32]. Была испытана СС с 40 % этого реагента в сочетании с 60 % талловых масел. В результате при тех же расходах собирателя и депрессора качество концентрата увеличилось на ~0,5 % с закономерным снижением извлечения Р2О5 (табл.2).
Таблица 2
Результаты флотации пробы апатит-нефелиновой руды на оборотной воде
|
Реагентный режим |
Расход реагентов, г/т |
Технологические показатели, % |
|||||
|
ЖСт |
Собиратель |
αP2О5 |
γ |
βР2О5 |
εР2О5 |
θР2О5 |
|
|
1. Собирательная смесь |
90 |
75 |
7,28 |
18,1 |
37,80 |
94,0 |
0,54 |
|
90 |
60 |
7,25 |
17,8 |
37,96 |
93,0 |
0,62 |
|
|
130 |
60 |
7,19 |
17,6 |
37,93 |
93,2 |
0,59 |
|
|
2. Талловые масла 60 %, Phospholan PE-65 40 % |
130 |
60 |
7,08 |
17,1 |
38,48 |
92,7 |
0,62 |
|
130 |
50 |
7,09 |
17,0 |
38,36 |
92,1 |
0,67 |
|
|
3. ЖКТМ 60 %, Phospholan PE-65 40 % |
90 |
60 |
7,06 |
16,6 |
38,69 |
89,4 |
0,90 |
|
130 |
60 |
7,04 |
16,4 |
38,73 |
89,3 |
0,92 |
|
|
130 |
60 |
7,12 |
16,6 |
38,61 |
90,0 |
0,85 |
|
|
130 |
60 |
6,87 |
16,3 |
38,56 |
91,5 |
0,70 |
|
|
130 |
80 |
7,40 |
17,5 |
38,69 |
91,4 |
0,80 |
|
|
4. Atrac-2600 50 %, Phospholan PE-65 50 % |
130 |
60 |
7,18 |
13,8 |
39,06 |
74,8 |
2,10 |
|
130 |
90 |
6,92 |
15,0 |
39,34 |
84,8 |
1,24 |
|
|
90 |
90 |
6,98 |
15,2 |
39,02 |
85,0 |
1,24 |
|
|
90 |
105 |
7,13 |
15,9 |
38,96 |
84,3 |
1,11 |
|
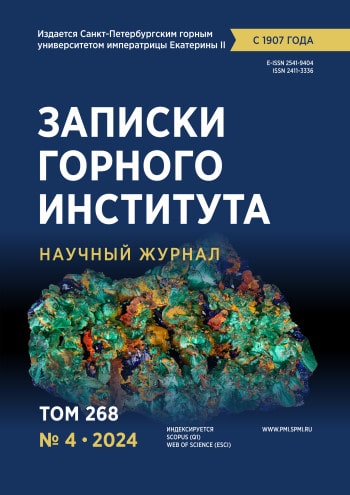
Результаты флотационных опытов и проведенный гранулометрический анализ концентратов, полученных при равных расходах собирателя (табл.3), позволяют говорить о том, что селективные синтетические реагенты Phospholan PE-65 и Atrac 2600, в отличие от жирных кислот, не флотируют сростки апатита с сопутствующими минералами. Из табл.3 и диаграммы на рис.4 прослеживается закономерность: чем более «селективная» реагентная смесь используется, тем меньше их содержание в концентрате классов +0,16 мм. Это коррелирует с результатами флотационных опытов.
Таблица 3
Содержание сростков апатита в концентратах класса крупности +0,16 мм, %
|
Реагентный режим |
Выход концентрата |
Доля сростков апатита в концентрате |
Показатели флотации |
|||||
|
Концентрат |
Хвосты |
|||||||
|
+0,2 |
–0,07 |
+0,2 |
–0,2+0,16 |
Выход |
Содержание |
Извлечение |
Содержание |
|
|
1 |
24,0 |
32,9 |
9,09 |
5,05 |
17,6 |
37,93 |
93,2 |
0,59 |
|
2 |
23,5 |
32,1 |
8,92 |
4,4 |
17,1 |
38,48 |
92,7 |
0,62 |
|
3 |
22,9 |
32,8 |
5,62 |
4,07 |
16,4 |
38,73 |
89,3 |
0,92 |
|
4 |
22,5 |
32,0 |
5,25 |
2,59 |
15,9 |
38,96 |
84,3 |
1,11 |
Примечания: 1 – собирательная смесь (60 г/т); 2 – талловые масла 60 % + Phospholan PE-65 40 % (60 г/т); 3 – ЖКТМ 60 % + + Phospholan PE-65 40 % (60 г/т); 4 – Atrac-2600 50 % + Phospholan PE-65 50 % (105 г/т).
Наиболее селективный собиратель из талловых продуктов – реагент ЖКТМ, представляющий собой выделенную фракцию жирных кислот [36]. В результате использования более селективной смеси ЖКТМ и Phospholan PE-65 в соотношении 60/40 наблюдалось некоторое повышение качества концентрата, но при этом следует отметить уменьшение выхода концентрата и, как следствие, снижение извлечения Р2О5 (см. табл.2).
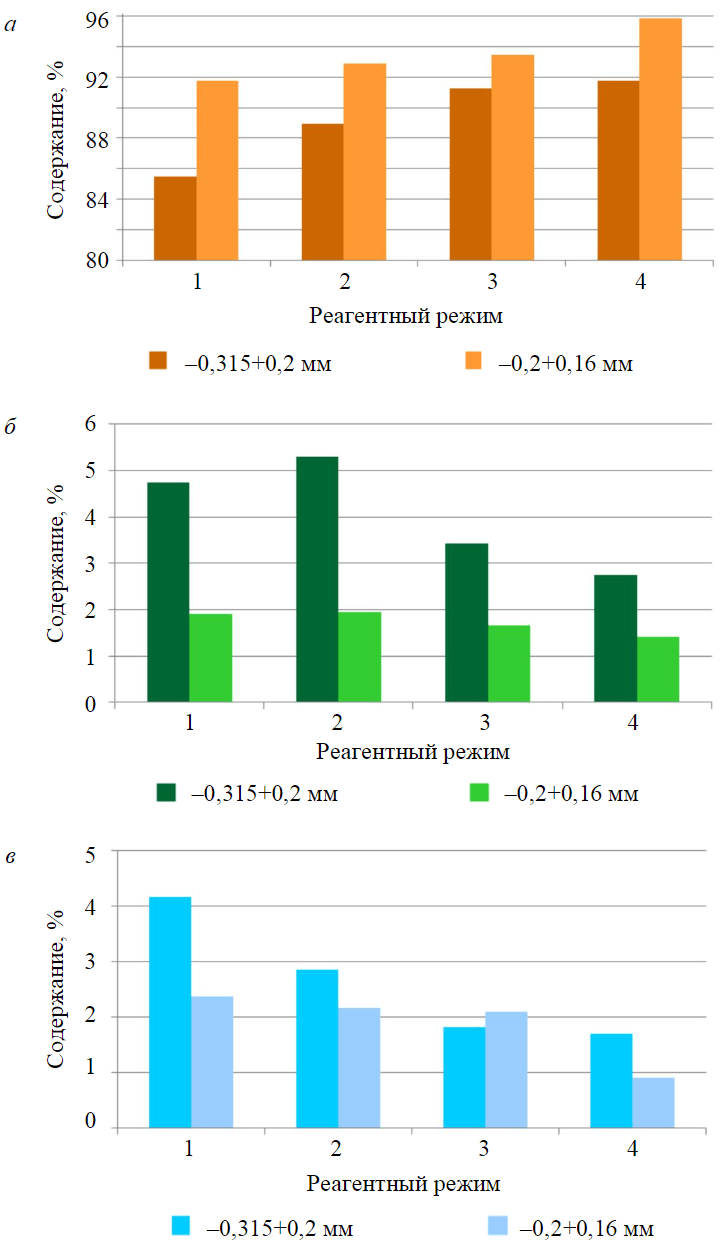
Рис.4. Изменение содержания раскрытого апатита и его сростков в двух основных классах в концентратах, полученных в опытах с разным реагентным режимом: а – Ap; б – Ap+Nph; в – Ap+Px. Номера опытов соответствуют номерам режимов в табл.3
Исследованиями, проведенными на пробах, представляющих собой руду из зон разрушения, было показано, что реагенты Phospholan PE-65 и Atrac-2600 в составе СС позволяют получать апатитовый концентрат с содержанием не менее 39 % Р2О5 при извлечении не менее 93 % [37]. Как монособиратели эти синтетические реагенты характеризуются достаточно низкой активностью, поэтому расход смеси Phospholan PE-65 и Atrac-2600 в соотношении 50/50 был увеличен до 90-105 г/т. В этих случаях наблюдалось еще более высокое качество получаемого концентрата при значительных потерях в извлечении (см. табл.2).
Проведенный анализ сростков концентратов, полученных при флотации руды в различных реагентных режимах при одинаковом расходе (за исключением смеси Phospholan PE-65: Atrac-2600 = = 50/50) показал, что в случае применения более селективной смеси в концентрате снижается доля сростков апатита именно с пироксенами и нефелином. Снижения количества сростков с титанитом, флотационная способность которого сравнима с апатитом, не наблюдается.
При переходе от реагентного режима 1 к режиму 4 в классе –0,2+0,16 мм повышается доля раскрытого апатита, снижаются содержания раскрытых нефелина, пироксена и других минералов, а также всех видов сростков с апатитом. Сростки апатита с титанитом присутствуют во всех опытах в небольших количествах, а раскрытый титанит не наблюдается, что говорит о заносе титанита именно за счет срастания с апатитом. Содержание сростков апатита с нефелином и пироксеном примерно на одном уровне, с небольшим перевесом в сторону сростков с пироксеном. Судя по показателям флотации, при реагентном режиме 4 наблюдается самое высокое содержание P2O5 при самом низком извлечении и самой большой потере P2O5 в хвостах. В концентрате, полученном с этим режимом, не просто меньше сростков, но и сами сростки характеризуются соотношением в пользу апатита от 50/50 и выше. В других опытах в концентрат попадали сростки с меньшим содержанием апатита, вплоть до 20/80 и меньше (рис.5).
Что касается формы сростков, то апатит в большей части из них раскроется при дальнейшем измельчении. Это классические сростки, в которых зерна апатита располагаются в краевой части. Сростки, в которых апатит представлен в виде вкрапленности, относительно редки. Тонкая вкрапленность апатита в других минералах тоже встречается относительно редко. К сросткам, которые невозможно раскрыть, относятся случаи, когда в титаните отмечается тончайшая вкрапленность апатита, а также когда сам апатит содержит тонкие включения породообразующих минералов.
Специфичность действия реагентов Phospholan PE-65 и Atrac-2600 по отношению к сопутствующим апатиту минералам подтверждается результатами беспенной флотации мономинеральных фракций (рис.6). Для сравнения в качестве жирнокислотного собирателя был рассмотрен олеат натрия.

Рис.5. Общий вид концентратов: а-в – сростки апатита и нефелина (зеленые точки), сростки апатита и пироксена (синие точки), неотмеченные зерна – раскрытый апатит; г-е – детальные фото некоторых сростков. Фото в отраженном поляризованном свете
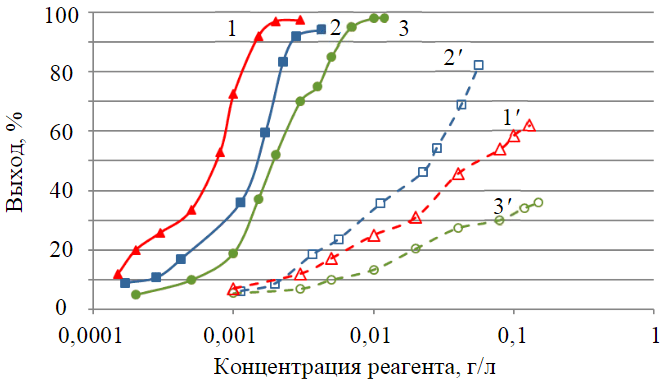
Рис.6. Результаты беспенной флотации апатита (1-3) и эгирина (1'-3') реагентами: Phospholan PE-65 (1, 1'), олеатом натрия (2, 2') и Atrac-2600 (3, 3')
Известно, что по своей флотоактивности минералы апатит-нефелиновой руды выстраиваются в ряд: апатит – титанит – эгирин – нефелин, полевые шпаты. Сравнение хода концентрационных зависимостей флотируемости минералов рассматриваемыми реагентами показывает, что реагент Phospholan PE-65 имеет преимущество перед жирнокислотным собирателем при взаимодействии с апатитом, в то время как эгирин лучше флотируется олеатом натрия в сравнении с реагентом Phospholan PE-65. Следовательно Phospholan PE-65 в значительно меньшей степени сорбируется на поверхности эгирина и не способствует переносу этого минерала в пенный слой. Кривая флотируемости апатита реагентом Atrac-2600 лежит ниже кривой для олеата натрия, но при этом флотируемость эгирина этим реагентом наименьшая по сравнению с другими рассмотренными собирателями. Реагент Atrac-2600, как и Phospholan PE-65, проявляет селективность при разделении апатита и сопутствующих минералов, но уступает по своей активности при флотации апатита. Использование в качестве собирателя смеси этих селективных реагентов и обеспечило получение наиболее качественного концентрата при флотации апатит-нефелиновой руды (табл.3).
По причине высокой стоимости синтетических реагентов их целесообразнее использовать в смеси с талловыми маслами. Одним из факторов, определяющих эффективность собирательных смесей с участием реагента Phospholan PE-65 (эфиры фосфорной кислоты и оксиэтилированных спиртов) или Atrac-2600 (производные аминокислот), является их высокая избирательность действия по отношению к минералам апатит-нефелиновых руд.
Выводы
На примере флотации пробы апатит-нефелиновой руды исследовано действие четырех реагентных режимов. Показано, что увеличение в составе СС, совместно с талловыми маслами реагента Phospholan PE-65 позволяет повысить качество получаемых апатитовых концентратов. Минералогическими исследованиями доказано, что рост качества сопровождается снижением в концентратах количества сростков апатита с нефелином и пироксенами. Это связано с высокой избирательностью реагента Phospholan PE-65 по отношению к апатиту. Собирательная смесь из двух синтетических реагентов – Phospholan PE-65 и Atrac-2600 позволяет повысить качество получаемого концентрата, но характеризуется значительно меньшей активностью.
Литература
- Чантурия В. А., Вайсберг Л. А., Козлов А. П. Приоритетные исследования в области переработки минерального сырья // Обогащение руд. 2014. № 2. С. 3-9. DOI:10.17580/or.2014.02.01
- Гурьев А. А. Устойчивое развитие рудно-сырьевой базы и обогатительных мощностей АО «Апатит» на основе лучших инженерных решений // Записки Горного института. 2017. Т.228. С.662-673. https://doi.org/10.25515/pmi.2017.6.662
- Александрова Т.Н. Комплексная и глубокая переработка минерального сырья природного и техногенного происхождения: состояние и перспективы // Записки Горного института. 2022. Том 256. C. 503-504.
- Терещенко С. В., Павлишина Д. Н. Рентгенолюминесцентная сепарация бедных апатитсодержащих руд // Горный информационно-аналитический бюллетень. 2017. № 11. С. 130–137. DOI: 10.25018/0236-1493-2017-11-0-130-137
- Нерадовский Ю.Н., Компанченко А.А., Чернявский А.В. Минералого-технологические особенности хибинских апатит-нефелиновых руд // Обогащение руд. 2022. № 3. С. 22-27. DOI 10.17580/or.2022.03.04.
- El-Mofty S. E., El-Midany A. A. Role of calcium ions and their interaction with depressants in phosphate flotation // Chemical Papers. 2018. № 72(10). Р. 2641–2646. doi:10.1007/s11696-018-0499-2
- Ruan Y., Zhang Z., Luo H., Xiao C., Zhou F., Chi R. Effects of Metal Ions on the Flotation of Apatite, Dolomite and Quartz //Minerals. 2018. №8. Р.141. https://doi.org/10.3390/min8040141
- Liu W., Huang W., Rao F. et al. Utilization of DTAB as a collector for the reverse flotation separation of quartz from fluorapatite // International Journal of Minerals, Metallurgy and Materials 2022. № 29. Р. 446–454. https://doi.org/10.1007/s12613-021-2321-3
- Марчевская В. В., Корнеева У.В. Корреляционные связи между компонентами вещественного состава в апатит-нефелиновых рудах Хибинского массива (Кольский полуостров)// Вестник МГТУ. 2020. Т. 23. № 2. С. 173–181. DOI: 10.21443/1560-9278-2020-23-2-173-181
- Александрова Т.Н., Элбендари А.М. Повышение эффективности переработки фосфатных руд флотационным методом // Записки Горного института. 2021, Т. 248. С.260−271. DOI: 10.31897/PMI.2021.2.10
- Chunhui Zhong, Bo Feng, Wenpu Zhang, Liangzhu Zhang, Yutao Guo, Tao Wang, Huihui Wang.The role of sodium alginate in the flotation separation of apatite and dolomite //Powder Technology. 2020. Vol. 373. P. 620-626. DOI:10.1016/j.powtec.2020.07.007.
- Chen Y., Feng Q., Zhang G., Liu D., Liu R. Effect of sodium pyrophosphate on the reverse flotation of dolomite from apatite // Minerals. 2018. № 8. Р. 278. DOI:10.3390/min8070278
- Dong L., Wei Q., Qin W., Jiao F. Selective adsorption of sodium polyacrylate on calcite surface: Implications for flotation separation of apatite from calcite // Separation and Purification Technology. 2020. Vol. 241. 116415. DOI:10.1016/j.seppur.2019.116415
- de Lima F.V., Budemberg G., Cruz, S.H.; Braga, A.S. A Collector Promoter for Apatite Flotation in the Serra do Salitre Complex // Minerals. 2023. №13. P. 599. https://doi.org/10.3390/ min13050599
- Qinbo Cao, Heng Zou, Xiumin Chen, Shuming Wen. Flotation selectivity of N-hexadecanoylglycine in the fluorapatite–dolomite system // Minerals Engineering. 2019. Vol. 131. P. 353-362. doi.org/10.1016/j.mineng.2018.11.033.
- Filippova I.V., Filippov L.O., Lafhaj Z., Barres O., Fornasiero D. Effect of calcium minerals reactivity on fatty acids adsorption and flotation // Colloids and Surfaces. 2018. Vol. 545. P. 157–166. DOI:10.1016/j.colsurfa.2018.02.059
- Aleksandrova T., Elbendari A., Nikolaeva N. Beneficiation of a low-grade phosphate ore using a reverse flotation technique //Mineral Processing and Extractive Metallurgy Review. – 2022. – Т. 43. – №. 1. – рр. 22-27. DOI:10.1080/08827508.2020.1806834
- Ruan Y., He D., Chi R. Review on Beneficiation Techniques and Reagents Used for Phosphate Ores // Minerals 2019. № 9.P. 253. https://doi.org/10.3390/min9040253
- de Oliveira P., Mansur H., Mansur A. Apatite flotation using pataua palm tree oil as collector // Journal of Materials Research and Technology. 2019. Vol. 8. Iss. 5. P. 4612-4619. DOI: 10.1016/j.jmrt.2019.08.005
- de Carvalho. J.A. E., Brandão P. R. G., Henriques A. Bi. et al. Selective flotation of apatite from micaceous minerals using patauá palm tree oil collector // Minerals Engineering. 2020. Vol. 156. 106474. doi.org/10.1016/j.mineng.2020.106474.
- Xie J., Li X., Mao S., Li L., Ke B., Zhang Q. Effects of structure of fatty acid collectors on the adsorption of fluorapatite (001) surface: A first-principles calculations // Applied Surface Science. 2018. Vol.444. P. 699-709. DOI:10.1016/j.apsusc.2018.03.105.
- Ruan Y., Zhang Z., Luo H., Xiao C., Zhou F., Chi R. Ambient temperature flotation of sedimentary phosphate ore using cottonseed oil as a collector // Minerals. 2017. №7. P. 65. DOI:10.3390/min7050065.
- Elbendari A., Aleksandrov A., Nikolaeva N., Afanasova A. Selective flotation of phosphorus-bearing ores // E3S Web of Conferences. 2020. Vol.192. 02021. DOI:10.1051/e3sconf/202019202021.
- Liu X., Zhang Y., Liu T., Cai Z., Sun K. Characterization and Separation Studies of a Fine Sedimentary Phosphate Ore Slime // Minerals. 2017. №7(6). Р. 94. doi:10.3390/min7060094
- Filippov L. O., Filippova I. V., Lafhaj Z., Fornasiero D. The role of a fatty alcohol in improving calcium minerals flotation with oleate // Colloids and Surfaces A: Physicochemical and Engineering Aspects. 2019. Vol. 560. P.410-417. doi.org/10.1016/j.colsurfa.2018.10.022.
- Морозов В.В., Бармин И.С., Туголуков А.В., Поливанская В.В. Повышение эффективности флотации апатитсодержащих руд складированных хвостов на основе регулирования агрегативной устойчивости шламов // Горный журнал. 2019. №1. С. 56-61 https://doi.org/10.17580/gzh.2019.01.12
- Ding Z., Li J., Bi Y., Yu P., Dai H., Wen S., Bai S. The Adsorption Mechanism of Synergic Reagents and Its Effect on Apatite Flotation in Oleamide-Sodium Dodecyl Benzene Sulfonate (SDBS) System // Minerals Engineering. 2021. Vol.170. 107070. DOI:10.1016/j.mineng.2021.107070
- Shuyong Liu, Baisui Han, Tonglin Zhao. The effect of various surfactants on fatty acid for apatite flotation and their adsorption mechanism // Physicochemical Problems of Mineral Processing. 2021. Vol. 57(5). P.46-56. DOI:10.37190/ppmp/140227.
- Cheng R., Li C., Liu X., Deng S. Synergism of octane phenol polyoxyethylene-10 and oleic acid in apatite flotation// Physicochemical Problems of Mineral Processing. 2017. Vol. 53. P.1214-1227. DOI:10.5277/ppmp170241.
- Aarab I., Derqaoui M., Abidi A., Yaacoubi A., El Amari K., Etahiri A., Baçaoui A. Direct flotation of low-grade Moroccan phosphate ores: a preliminary micro-flotation study to develop new beneficiation routes // Arabian Journal of Geosciences. 2020. №13(23). doi:10.1007/s12517-020-06279-6
- Litvinova, T.; Kashurin, R.; Zhadovskiy, I.; Gerasev, S. The Kinetic Aspects of the Dissolution of Slightly Soluble Lanthanoid Carbonates // Metalls. 2021. №11. Р. 1793. DOI:10.3390/met11111793
- Никитина И.В., Таран А.Е., Перункова Т.Н., Митрофанова Г.В. Повышение эффективности флотации труднообогатимых апатит-нефелиновых руд с использованием селективных реагентов -собирателей // ГИАБ. 2021. № 11. С. 95-108. DOI: 10.25018/0236_1493_2021_11_0_95.
- Sergeev V. V., Cheremisina O.V., Fedorov A. T., Gorbacheva A. A., Balandinsky D. A. Interaction Features of Sodium Oleate and Oxyethylated Phosphoric Acid Esters with the Apatite Surface // ACS Omega 2022. №7 (3). P.3016-3023. DOI: 10.1021/acsomega.1c06047
- Lafuente B., Downs R. T., Yang H., Stone N. The power of databases: the RRUFF project. In: Highlights in Mineralogical Crystallography, T Armbruster and R M Danisi, eds. 2015 Berlin, Germany, W. De Gruyter, pp 1-30. DOI:10.1515/9783110417104-003
- Захарова А. А., Войтеховский Ю. Л. Методика прогнозирования обогатимости апатитовых руд (Кировский рудник, Кольский полуостров) //Обогащение руд, 2021. №1. С.27-30. DOI:10.17580/or.2022.01.05
- Лавриненко А.А., Шрадер Э.А., Харчиков А.Н., Кунилова И.В. Оценка селективности флотации апатита из комплексной руды//В сборнике: Инновационные процессы комплексной и глубокой переработки минерального сырья (Плаксинские чтения 2013). Материалы Международного совещания. 2013. Томск. С. 366-372.
- Мухина Т. Н., Марчевская В. В., Калугин А. И. Совершенствование технологии флотационного извлечения апатита из апатит-нефелиновых руд Хибинского массива // Горный журнал. 2020. № 5. С. 34-39. DOI:10.17580/gzh.2020.05.06