Определение рационального расхода пара при флотации апатито-нефелиновых руд паровоздушной смесью

Аннотация
Актуальность исследования определяется принятыми решениями об увеличении объемов производства ряда товарной продукции из минерального сырья. Масштаб, воздействие и последствия проектов по разработке ресурсосберегающих технологий обогащения минерального сырья являются социально значимыми и экономический рост горного производства соответствует условиям устойчивого развития. Целью исследования является разработка схемы и режима флотации, обеспечивающих повышение технологических показателей обогащения апатито-нефелиновых руд Хибинского массива Кольского полуострова. Научная идея работы заключается в разработке схемы флотации, движение продуктов обогащения в которой обеспечивает значимое увеличение содержания извлекаемого компонента в операции основной флотации при одновременном увеличении обогатимости материала. Указанное условие выполняется при смешении исходного питания с черновым концентратом. Извлечение ценного компонента из полученной смеси выполняют в режиме, который отличается от известных тем, что для повышения температуры воды в межфазной пленке между частицей и пузырьком используют теплоту конденсации водяного пара. Для аэрации пульпы при флотации в качестве газовой фазы используют смесь воздуха с горячим водяным паром. Высокому извлечению ценного компонента при флотации руд по разработанным схеме и режиму способствует увеличение температуры воды в смачивающих пленках за счет теплоты конденсации пара. Высокую селективность флотации паровоздушной смесью можно объяснить с привлечением представлений о фононной составляющей расклинивающего давления, величина и знак которой связаны с отличием динамической структуры жидкости в смачивающей пленке и объемной жидкости.
Отсутствует
Введение
Минерально-сырьевые запасы РФ, стоимость которых оценивается в 32 трлн долларов США, позволяют горнодобывающей промышленности страны занимать лидирующее положение в производстве большинства видов минеральной продукции, обеспечивать около 10 % ее валового внутреннего продукта (ВВП) и занятость свыше 400 тыс. человек [1].
По прогнозам лидеров международного консалтинга в России – компаний PwC и SRK, предоставляющих для заказчиков специализированные решения и рекомендации в области горного бизнеса, вслед за ростом мирового ВВП на уровне 4 % в год должен сохраниться и спрос на продукцию горнодобывающей отрасли [2]. Эти оценки и необходимость развития национальной экономики стали причиной принятия решений об увеличении объемов производства определенных видов товарной продукции из минерального сырья на государственном уровне.
Извлечение максимальной прибыли от производственной деятельности является одной из главных целей, лежащих в основе функционирования предприятия. Снижение себестоимости продукции – одно из главных направлений развития и рационального использования минерального сырья [3], чего можно добиться за счет достижения максимальной полноты извлечения ценных компонентов и селективности процесса флотации. Повышения эффективности разделения минералов флотацией можно достигнуть путем построения оптимальных технологических схем флотации [4, 5] и применения энергетических воздействий на смачивающие пленки [6, 7].
Целью работы является обоснование на примере апатито-нефелиновых руд возможности повышения технологических показателей с помощью схемы флотации с оборотом чернового концентрата и режима флотации с нагревом воды в граничных слоях пузырьков воздуха. Поставленная цель достигается решением задач, связанных с исследованием схемы флотации, в которой повышение содержания извлекаемого компонента в операции основной флотации получают смешением исходного питания с черновым концентратом, выделенным из 1/2 части руды, а также режима флотации смесью потока воздуха, поступающего для аэрации пульпы, с горячим водяным паром.
Методология
Объект экспериментальных исследований – апатито-нефелиновая руда Хибинского массива Кольского полуострова [8-10]. В исследуемой пробе руды наиболее распространены апатит (> 30 %) и нефелин (~40 %), а также (в порядке убывания) эгирин (~10 %), полевые шпаты, сфен, титаномагнетит, пироксены; реже встречаются гидрослюды (~1 %), лепидомелан, ринколит, кионит, натролит, ринколит, канкринит и др. Содержание элементов в пробах исходной руды и продуктах флотации определяли методом химического и рентгенофлуоресцентного (спектрометр S8 TIGER Bruker волнодисперсного типа, Германия) анализов. Химический состав исследуемой пробы руды, %: P2O5 – 11,7; Al2O3 – 13,8; SiO2 – 26,1; Fe2O3 – 4,9; FeO – 0,7; TiO2 – 1,6; MnO – 0,2; CaO – 20,3; MgO – 1,4; SrO – 1,2; Fe – 0,9; Na2O – 9,3; K2O – 3,0; Fe – 1,0; V2O5 – 0,08; прочие – 3,82.
Материал пробы руды дроблением в замкнутом цикле с виброгрохотом довели до крупности –3 мм. Дробленую руду массой 1 кг измельчали в стержневой мельнице (стержневая нагрузка 8,7 кг) до крупности 52-55 % класса –74 мкм при отношении Т:Ж = 1:0,75. Флотацию осуществляли в лабораторной флотационной машине механического типа с объемом камеры 3 дм3 конструкции ОАО «Геоприбор» при разжижении R = 2,54. Аэрация пульпы проводилась импеллером (Æ68 мм) в виде вогнутого диска с четырьмя радиальными лопатками и ступицей; при числе оборотов импеллера 1863 об/мин в пульпу поступало 1,14 м3/мин воздуха на 1 м3 объема камеры. Пенный продукт удаляли из камеры флотомашины с частотой 23 раза в минуту через сливной порог шириной 119 мм механическим пеносъемником.
При флотации воздух, поступающий во флотомашину для аэрации пульпы, смешивали с горячим водяным паром (≥ 104 °С). Импеллером флотомашины спутные потоки воздуха и пара диспергируются на пузырьки, заполненные паром. При контакте заполненных паром пузырьков с минералами температура воды в разделяющей их смачивающей пленке за счет теплоты конденсации пара увеличивается. Влияние температуры на результат прилипания частицы к пузырьку заключается в изменении изотермы структурных сил, обусловленном перестройкой структуры воды в тонкой пленке и соответствующем изменении ее устойчивости (равновесной толщины) при повышении температуры.
Для подачи паровоздушной смеси во флотомашину в аэрационную трубу ее блока импеллера соосно вставлен паропровод по типу «труба в трубе» (рис.1, вид 1, 2). По аэрационной (внешней) трубе (∅6,7 мм) в зону пониженного давления в пульпе, создаваемого вращающимся импеллером флотомашины, поступал атмосферный воздух, а по внутренней трубе (∅5,3 мм) – алюминиевому паропроводу – спутный поток насыщенного водяного пара. Трубы с воздухом и паром входили в отверстие в надымпеллерном диске, при выходе из которого смешивались, образуя паровоздушную смесь с температурой 85,7-94,7 °С (температуру измеряли с использованием хромель-копелевой термопары).
Интенсивность испарения воды в парогенераторе регулировали величиной подаваемого на трубчатые электронагреватели (ТЭН) рабочего напряжения U (рис.1). В установившемся режиме подводимая к ТЭН мощность UI расходуется на получение пара Gпr и потери теплоты Qпот в окружающую среду:
где I – сила тока; Gпx – количество и сухость пара.

Рис.1. Экспериментальная установка для определения сухости пара 1 – измерительная трубка с охлаждающей рубашкой 2; 3 – мерная емкость с весами 4; 5 – котел парогенератора с паропроводом 6 и электрическим пароперегревателем 7; 8 – термопара; 9 – термометр сопротивления; 10, 11 – ротаметры с вентилями регулировки
Сухость пара определяли экспериментально (рис.1) по изменению массы ΔM=M2-M1 и температуры воды от Т1 до Т2 при ее барботировании паром в течение времени τ.
Так, при равенстве теплоты, отданной паром при конденсации,
(где ΔМ – масса конденсата, полученная за время опыта; r– теплота парообразования; ср – теплоемкость воды; Тs, Т2 – температура насыщения пара и смеси в конце опыта) и теплоты, полученной водой в мерной емкости,
(Н1, Н2 – энтальпия воды в начале и конце опыта; М1, Т1 – масса и температура воды в начале опыта) сухость пара х определяется из выражения:
За время потери теплоты при площади поверхности тепломассообмена F и разности температур Δt составят:
где k – коэффициент теплопередачи. Или при температуре воды в термостате Тт
С учетом (1) и (2) получим:
Расход пара Gп в присутствии воздуха определяли весовым методом (взвешивание с точностью до 0,01 г) при условии полной конденсации пара (рис.2). Коэффициент теплоотдачи определяли на установке и по методике, описанных в [6].
Обсуждение
Необходимость увеличения содержания полезных компонентов в операции основной флотации определяется зависимостью, существующей между содержанием извлекаемого компонента в исходном сырье, его извлечением и качеством концентрата. В практике это разрешается структурой каскада разделения [11-13], которые обычно строятся так [14-16], что необходимое обогащение пульпы достигается путем возврата промпродуктов. В канонической схеме [17-19] в операцию основной флотации возвращают хвосты первой перечистки и концентрат контрольной флотации [20-22], что приводит к увеличению содержания извлекаемого минерала [23, 24] за счет трудно флотируемых (упорных) его форм. При смешении одинаковых по составу продуктов, но разнородных по разделяемости, питание флотации разубоживается упорными формами извлекаемого минерала – извлекемые минералы распределяются по флотируемости, что снижает обогатимость сырья. Константа скорости флотации трудноизвлекаемых форм ценного минерала выравнивается (или становится меньше) с константой скорости флотации легко флотируемых подавляемых минералов, и способность смеси минералов к разделению уменьшается. При увеличении расхода депрессора скорость флотации трудно флотируемых форм извлекаемого минерала уменьшается быстрее, чем скорость легко флотируемых форм подавляемого минерала. Трудно флотируемые формы извлекаемого минерала накапливаются в циркулирующих в схеме промежуточных продуктов, выход которых может составлять сотни процентов от исходного питания. Смешивать продукты в схеме следует с учетом энтропии смеси и энтропии, связанной с неоднородностью свойств разделения [25]. Схемы с открытым циклом в операции основной флотации могут быть ближе к идеальному каскаду разделения, чем с направлением промпродуктов в более ранние ступени [26].
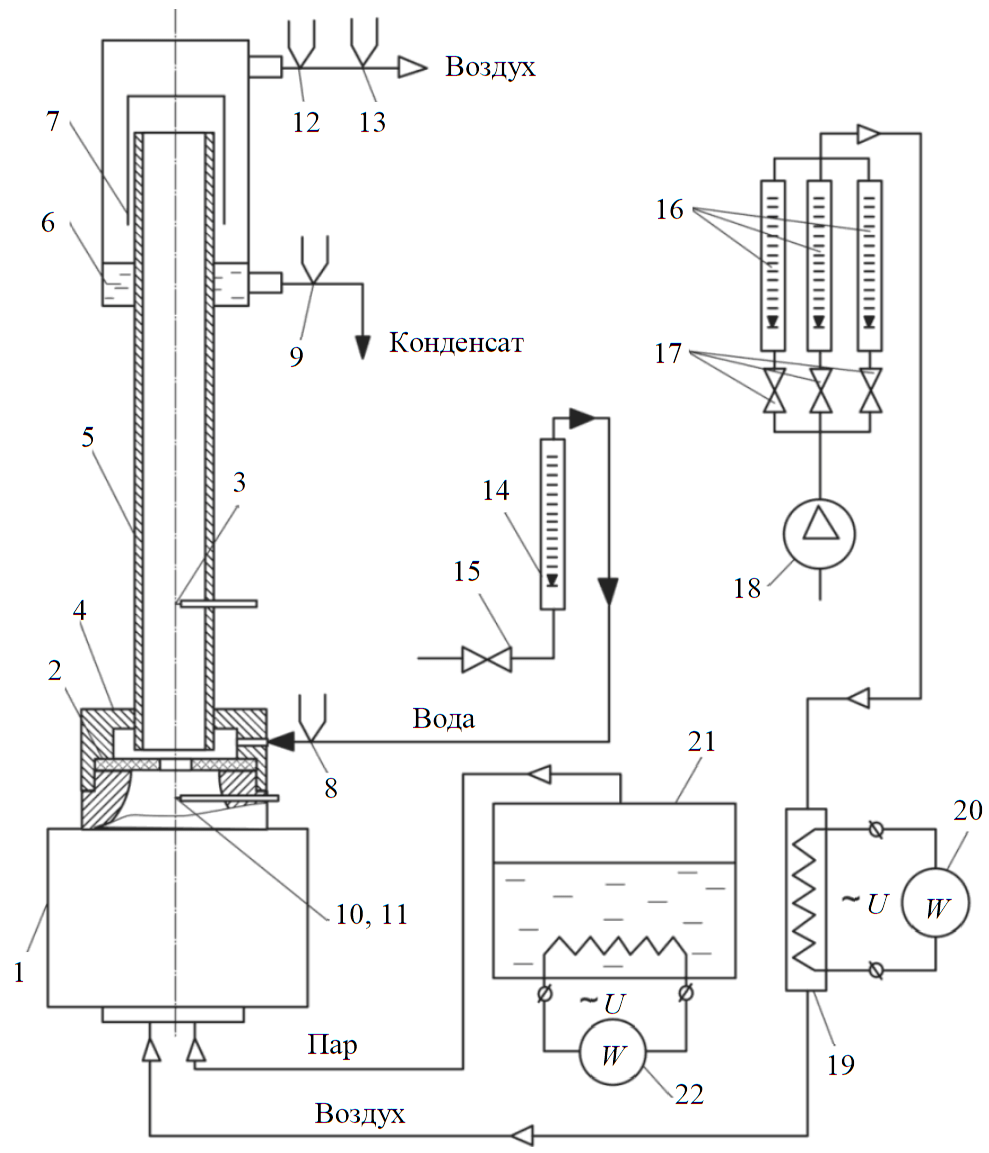
Рис.2. Экспериментальная установка для определения расхода пара 1, 2 – элементы конструкции смесителя; 3, 8-13 – термопара; 4 – камера подвода воды с рабочим каналом 5; 6 – сборник конденсата с сепаратором 7; 14, 16 – ротаметр с регулировочными вентилями 15, 17; 18 – микрокомпрессор; 19 – электронагреватель; 20, 22 – ваттметр; 21 – генератор пара
При флотации апатито-нефелиновой руды выбрана схема флотации, в которой 1/2 часть исходного сырья в питании операции основной флотации смешивают с черновым концентратом (оборотным), выделенным из другой 1/2 части руды. Такое смешение обеспечивает высокую концентрацию извлекаемого минерала в питании основной флотации при минимальном количестве циркулирующего материала (разубоживании). С точки зрения теории каскадов, в этом случае схема флотации становится ближе к идеальному каскаду, т.е. вероятность идеального разделения смеси минералов увеличивается [25, 26]. После смешения исходного сырья с черновым концентратом флотацию в течение трех минут выполняли смесью воздуха с паром.
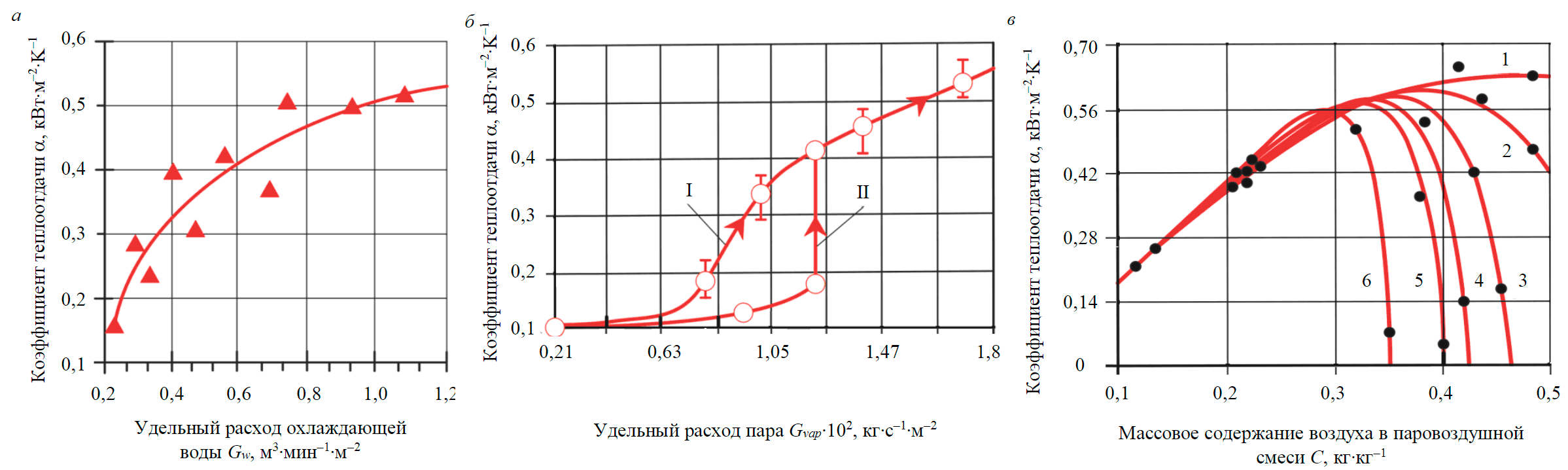
Рис.3. Коэффициент теплоотдачи как функция удельного расхода охлаждающей воды Gw (а), пара Gvap (б) и массового содержания воздуха в паровоздушной смеси С (в) Температурный напор ΔТ, °С: 1 – 70; 2 – 60; 3 – 50; 4 – 40; 5 – 30; 6 – 20
В первой серии экспериментов исследовано взаимодействие двух потоков теплоносителя на коэффициент теплоотдачи: охлаждающей воды (моделирующей поток пульпы через камеру флотационной машины) и паровоздушной смеси (моделирующей газ, используемый для аэрации пульпы во флотомашине). Расход холодного теплоносителя изменяли в пределах от 0,3 до 1,2 м3∙мин–1 на 1 м2 сечения камеры при постоянном расходе паровоздушной смеси (3,52 м3∙мин–1 на 1 м2 сечения камеры), содержащей 30,4 об. % пара. Установлено, что эффективность теплоотвода от пара увеличивается с ростом расхода охлаждающей воды (рис.3, а).
При флотации температура пульпы в лабораторной флотационной машине периодического действия в зависимости от массовой доли пара в потоке воздуха, расходуемого на аэрацию пульпы, увеличивается с интенсивностью от 0,3 до 0,5 °С в минуту. С повышением температурного напора ΔT = Tvg – Tpal (Tvg, Tpal – температура паровоздушной смеси и пульпы) коэффициент теплоотдачи увеличивается (рис.3, в).
В опытах по флотации апатито-нефелиновых руд температура пульпы увеличивалась от 18-19 °С в начале опыта и до 18,9-20,5 °С в конце флотации смесью воздуха с водяным паром.
Зависимость коэффициента теплоотдачи от массового содержания воздуха в паровоздушной смеси имеет максимум, который при температурном напоре ΔT = Tvg – Tpal выше ~50 °С выполаживается (рис.3, в).
Этот эффект можно объяснить изменением вклада двух встречных молекулярных потоков – движущегося к межфазной поверхности (j–) и от нее к центру пузырька воздуха (j+) – в плотность потока массы конденсирующегося пара Σj=j+-j–. При небольшом перепаде температур (ΔТ = 20-50 °С) и массовом содержании воздуха в паровоздушной смеси выше ~0,3 кг∙кг–1 молекулы неконденсирующегося газа частыми столкновениями с молекулами пара блокируют их перенос к поверхности конденсации, и коэффициент теплоотдачи уменьшается (рис.3, в, кривые 3-6). При значительном понижении температуры межфазной поверхности (рис.3, в, кривые 1, 2) рост величины результирующего конденсационного потока Σj является следствием уменьшения потока j+ и, наоборот, улучшения условий для доставки пара к поверхности конденсации за счет диффузии. В этих теплофизических условиях влияние неконденсирующегося газа на величину коэффициента теплоотдачи менее заметно.
Получены зависимости, связывающие коэффициент теплоотдачи с удельным расходом пара (рис.3, б).
Удельный расход пара изменяли в пределах от 0,21∙10–2 до 1,89∙10–2 кг∙с–1 на 1 м2 сечения камеры при удельном расходе спутного потока воздуха 1,11∙10–2 (рис.3, б, кривая I) и 5,69∙10–2 кг∙с–1 на 1 м2 сечения камеры (рис.3, б, кривая II). Из полученных экспериментальных данных следует, что при небольшой массовой доле неконденсируемого газа (воздуха) в паровоздушном потоке (рис.3, б, кривая I) коэффициент теплоотдачи монотонно увеличивается с ростом удельного расхода пара. Но при увеличении массовой доли воздуха примерно в пять раз (рис.3, б, кривая II) заметное повышение теплообмена пара с окружающей водной фазой наступает только при удельном расходе пара ~1,2∙10–2 кг∙с–1 на 1 м2сечения камеры. Вероятно, в этом случае молекул воздуха достаточно для того, чтобы создать на границе раздела фаз газ-жидкость непреодолимый для молекул пара потенциальный барьер, и интенсивный тепломассообмен с окружающей жидкостью оказывается возможным только при увеличении удельного расхода пара до ~1,2∙10–2 кг∙с–1 на 1 м2 сечения камеры.
При испытаниях разработанной схемы и режима флотации в лабораторных условиях из первой навески руды при подавлении флотации алюмосиликатов жидким стеклом (расход 50 г/т) апатит выделяли в черновой концентрат собирателем в виде смеси реагентов. Расход собирателя составлял 148 г/т, в том числе дистиллированное (22 г/т) и сырое (43 г/т) талловое масло, окисленный петролатум (4 г/т), поверхностно-активный реагент ОП-4 (2 г/т), вторичный масляный гудрон (15 г/т) и жирные кислоты (62 г/т). Щелочность пульпы, создаваемую загрузкой едкого натра (70 г/т), поддерживали в пределах рН 9,5-9,7. Эмульгатор ОП-4 на предприятиях, перерабатывающих апатито-нефелиновые руды, исключен из реагентных режимов флотации.
Черновой концентрат смешивали со второй навеской руды и из полученной смеси выделяли черновой концентрат в два приема. Сначала при небольшом расходе собирателя и использовании в качестве газовой фазы паровоздушной смеси в течение трех минут выделяли селективную «головку», затем загружали основную часть собирателя и проводили дофлотацию апатита.
Рациональные расходы пара (х1) и собирателя (х2) при выделении селективной «головки» из смеси исходной руды с черновым концентратом паровоздушной смеси определены методом планирования эксперимента. Постоянные условия эксперимента: время паровоздушной флотации (3 мин); температура исходной пульпы (18-19 °С); разжижение при флотации (R = 2,54). На первом этапе сделано предположение о том, что результаты эксперимента могут быть аппроксимированы уравнением регрессии первого порядка. В результате математико-статистической обработки результатов опытов, поставленных по матрице планирования первого порядка, получено уравнение регрессии:
Из анализа уравнения (4) следует, что коэффициент при взаимодействиях (b12 = 4,73) превышает коэффициент при первом факторе (b1 = 2,77), а коэффициент при свободном члене (b0 = 47,47) превышает результат «нулевого» опыта (y0¯=43,43). Следовательно, гипотеза о линейной взаимосвязи исследуемых факторов неверна.
Для получения полинома второго порядка на основе результатов серии специальных экспериментов определены основные уровни и интервалы варьирования факторов (табл.1).
Таблица 1
Граничные условия (уровни) независимых переменных
|
Параметр планирования |
Фактор xi |
|
|
Расход пара х1, |
Расход собирателя х2, |
|
|
Основной уровень х0 |
10,7∙10–3 |
6,0 |
|
Интервал варьирования Δхi |
2,7∙10–3 |
1,5 |
|
Интервал варьирования, % от основного уровня |
25,2 |
25,0 |
|
Верхний уровень +хi |
13,4∙10–3 |
7,5 |
|
Нижний уровень –хi |
8,0∙10–3 |
4,5 |
Постоянными условиями эксперимента были те же, что и на первом этапе исследований. Реализован композиционный план для двух факторов (табл.2). Число параллельных опытов для каждого режима m = 3; опыты рандомизированы во времени. За функцию отклика y принято извлечение Р2О5 в черновой концентрат (%) за вычетом выхода (%) концентрата. Результаты флотации приведены в табл.2.
Таблица 2
Матрица планирования и результаты эксперимента
|
Номер опыта |
Кодированное значение исследуемого фактора |
Экспериментальное значение функции отклика |
Расчетное значение функции отклика |
|||||||
|
x1 |
x2 |
x12 |
x22 |
x1x2 |
y1 |
y2 |
y3 |
y‾ |
yр |
|
|
1 |
+1 |
+1 |
+1 |
+1 |
+1 |
51,43 |
54,43 |
53,50 |
53,12 |
52,35 |
|
2 |
–1 |
+1 |
+1 |
+1 |
–1 |
41,36 |
39,50 |
42,80 |
41,22 |
41,95 |
|
3 |
+1 |
–1 |
+1 |
+1 |
–1 |
55,11 |
55,26 |
55,23 |
55,20 |
54,43 |
|
4 |
–1 |
–1 |
+1 |
+1 |
+1 |
55,00 |
54,86 |
52,68 |
53,18 |
53,91 |
|
5 |
+1 |
0 |
+1 |
0 |
0 |
55,20 |
55,43 |
55,27 |
55,30 |
56,83 |
|
6 |
–1 |
0 |
+1 |
0 |
0 |
50,66 |
53,36 |
54,50 |
52,84 |
51,37 |
|
7 |
0 |
+1 |
0 |
+1 |
0 |
41,51 |
43,43 |
44,36 |
43,10 |
43,11 |
|
8 |
0 |
–1 |
0 |
+1 |
0 |
48,43 |
50,46 |
51,38 |
50,09 |
50,13 |
|
9 |
0 |
0 |
0 |
0 |
0 |
48,50 |
49,61 |
52,28 |
50,13 |
50,06 |
Равноточность полученных результатов в параллельных опытах проверяли сравнением самой большой из построчечных дисперсий с суммой всех построчечных дисперсий по критерию Кохрена. В кодовых переменных зависимость выбранной функции отклика y от факторов флотации – расходов пара (х1) и собирателя (х2) при выделении селективной «головки» – аппроксимирована уравнением регрессии второго порядка:
Из результатов оценки статистической значимости коэффициентов регрессии (5) следует, что их абсолютные величины больше доверительных интервалов, построенных с использованием t-критерия Стьюдента при уровне значимости α = 0,05, т.е. все коэффициенты уравнения регрессии (4) статистически значимы.
Отношение остаточной дисперсии Sост2 к дисперсии воспроизводимости Sв2 равно Fр = 1,57. Для числа степеней свободы большей f1 = 21 и меньшей дисперсии f2 = 18 и надежности оценки α = 0,05 табличное значение критерия Фишера F0,05(21,18)=2,20. Следовательно, модель адекватна.
Для оценки характера поверхности отклика и определения координат особой точки проведено каноническое преобразование:
Знаки коэффициентов в уравнении (6) показывают, что факторная функция представляет собой гиперболический параболоид, имеющий в точке (x1S, x2S) минимакс. Наилучшим условиям проведения процесса соответствуют координаты особой точки (центра): x1S = –0,164; x2S = –0,569. Чтобы увеличить значение y, следует двигаться от центра поверхности по направлению оси z2.
С использованием формулы перехода между кодированными и натуральными значениями факторов получаем, что рациональный расход пара – х1 = 10,3∙10–3 кг/с на 1 м2 сечения камеры) и расход собирателя – х2 = 5,2 г/т. Координаты особой точки принадлежат той области факторного пространства, где проводили эксперимент. Опыты выполнялись на оборотной воде.
Рекомендуемая качественно-количественная схема флотации руд, полученная по результатам флотации в условиях, моделирующих замкнутый цикл, приведена на рис.4. Опыт состоял из шести заворотов промежуточных продуктов, при которых была достигнута стабилизация содержания P2O5 в отвальных хвостах.
Схему на рис.4 можно представить так, как если бы из 1/2 части исходного питания (α = 11,7 % Р2О5 при выходе 50 % и извлечении 50 %) выделили черновой концентрат (β = 19,77 % Р2О5 при выходе 25,71 % и извлечении 43,44 %) при расходе собирателя 148 г/т и смешали со второй 1/2 частью исходного питания. При смешении исходного питания (α = 11,7 % Р2О5 при выходе 50 % и извлечении 50 %) и чернового концентрата (β = 19,77 % Р2О5 при выходе 25,71 % и извлечении 43,44 %) содержание Р2О5 во второй 1/2 части исходного питания составит 14,44 % при выходе 75,71 % и извлечении 93,44 % (6,56 % Р2О5 было потеряно с хвостами-I при выделении чернового концентрата из первой 1/2 части исходного питания). Содержание P2O5 во второй 1/2 части потока пульпы увеличилось на ~23 отн. % – с 11,7 до 14,44 %. Повышение извлечения ценного компонента с ростом его содержания в исходной руде выявлено в результате генеральных опробований технологических схем флотации руд различных ценных компонентов (в том числе апатита [27]). Полученные зависимости аппроксимированы адекватными линейными [28] и криволинейными [29-31] моделями.
В течение первых трех минут флотации воздухом с присадкой горячего водяного пара в рабочей зоне одного аппарата фактически одновременно выполняется извлечение из исходной руды быстро флотируемой фракции апатита (селективной «головки») и перечистка оборотного чернового концентрата. Расход собирателя для этих целей составлял 5,2 г/т. При степени концентрации 1,44 содержание P2O5 в концентрате увеличилось с 19,77 до 28,44 %. После выделения готового чернового концентрата («в два приема») содержание P2O5 в пульпе уменьшалось, примерно выравниваясь с содержанием P2O5 в исходной руде. Причем в обедненной смеси зерна апатита представлены медленно флотируемой фракцией. Для ее выделения загружали основную часть собирателя (103 г/т) и флотацию выполняли воздухом без присадки водяного пара.
Можно предположить, что извлечение P2O5 из смеси исходной руды с оборотным черновым концентратом осуществляется по механизму флотации минералом-носителем (твердой стенкой) [32-36], по которому зерна апатита быстрофлотируемой фракции, обладающие повышенной природной гидрофобностью, налипают на гидрофобизированные собирателем зерна апатита оборотного чернового концентрата. Собиратель поступал в пульпу вместе с жидкой и твердой фазами оборотного чернового концентрата. Для интенсификации флотации минералом-носителем в пульпу дополнительно загружали новую порцию собирателя из расчета х2 = 5,2 г/т.
Высокая селективность флотации паровоздушной смесью [37, 38] объясняется величиной и знаком фононной составляющей расклинивающего давления [39, 40]. Так, длина свободного пробега фононов вблизи гидрофильной поверхности больше, чем вблизи гидрофобной, за счет высокого энергетического барьера тепловых скачков и меньшей подвижности молекул около такой поверхности. Различия динамической структуры жидкости в граничном слое и структуры объемной жидкости [41-44] определяют направление движения потока жидкости под действием градиента температуры. Объемная жидкость втекает и стабилизирует межфазный зазор, если энтальпия в нем по сравнению с ее объемным значением понижена (ΔН < 0) и, наоборот, вытекает в случае преобладании положительных величин ΔН > 0, способствуя прилипанию. Повышение эффективности флотации апатит-нефелиновых руд смесью воздуха с паром возможно также за счет увеличения растворимости соединений, являющихся основой применяемых оксигидрильных собирателей и, как следствие, роста степени их диссоциации. При выходе кондиционного (39,50 % P2O5) концентрата 28,40 % в него извлечено 96,00 % P2O5.
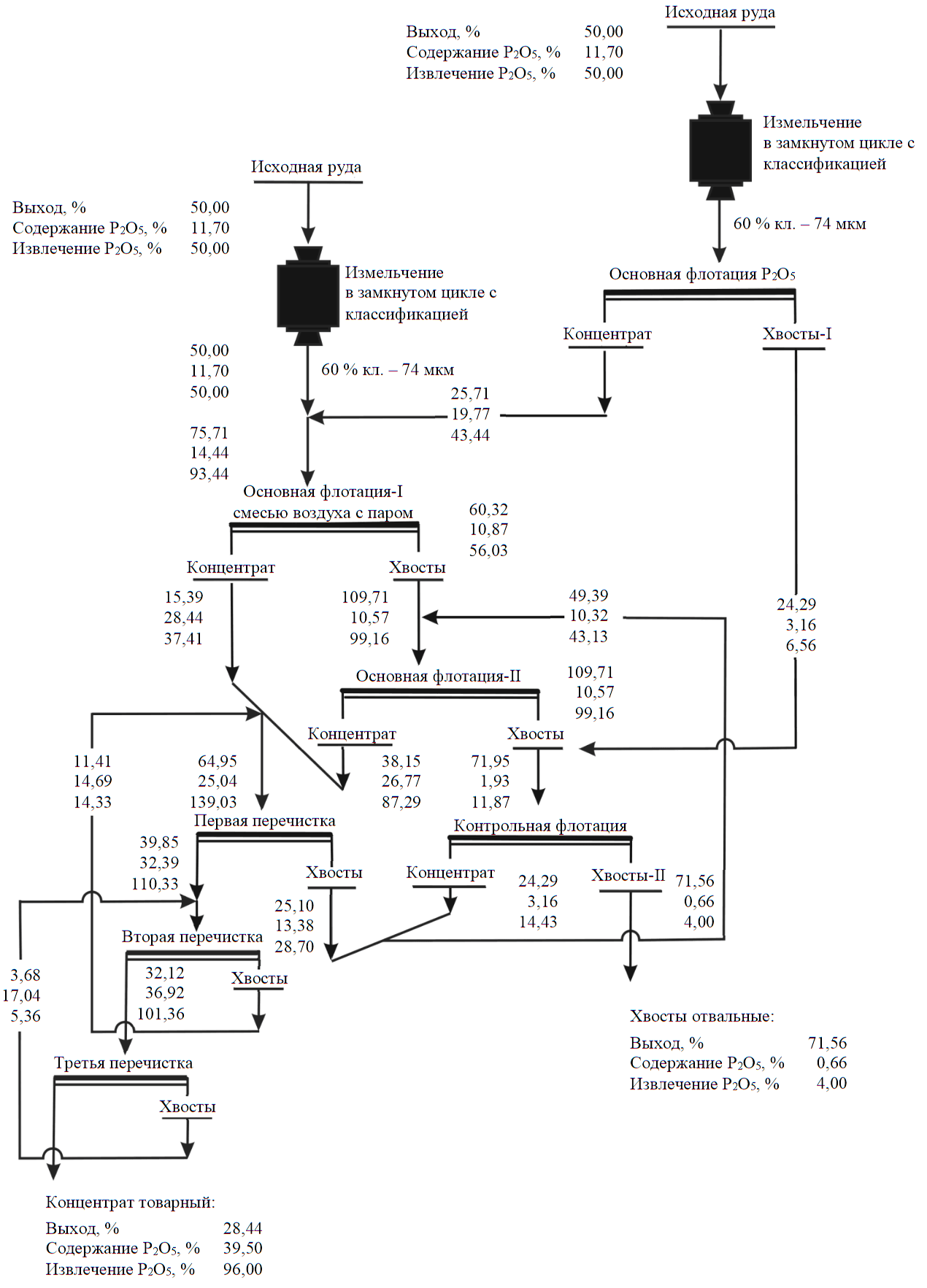
Рис.4. Рекомендуемая качественно-количественная схема флотации руд
Проведены опыты по флотации руд в замкнутом цикле по схеме «основная флотация – контрольная флотация – три перечистки чернового концентрата» с заворотом промежуточных продуктов из последующей флотации в предыдущую. В сравнении с результатами опыта, выполненного по схеме рис.4, потери P2O5 с отвальными хвостами увеличились с 4,0 до 9,94 % за счет роста содержания P2O5 в них с 0,66 до 1,59 % при практически одинаковом качестве концентрата (39,50-39,57 % P2O5).
При флотации по схеме «основная флотация – контрольная флотация – три перечистки чернового концентрата» расход собирателя составлял 148 г/т. При флотации по схеме рис.4 расход собирателя составлял 148 г/т в первую 1/2 часть потока руды и 108,2 г/т в оставшуюся 1/2 часть потока руды, в том числе 5,2 г/т в основную флотацию-I (выделение селективной «головки» в течение трех минут смесью воздуха с паром) и 103 г/т в основную флотацию-II (флотация воздухом). При флотации по схеме рис.4 сократили расход наиболее дорогостоящего дистиллированного (на ~32 % – с 22 до 15 г/т) и сырого (на ~30 % – с 43 до 30 г/т) таллового масла. Причем сокращение расхода собирателя является необходимым условием получения качественного концентрата.
Выполнены опыты по флотации апатито-нефелиновой руды воздухом и смесью воздуха с паром без смешения чернового концентрата с исходной рудой. Из анализа результатов флотации пробы апатито-нефелиновой руды двумя конкурирующими способами следует, что переход от флотации воздухом к флотации паровоздушной смесью позволяет увеличить содержание Р2О5 в черновом концентрате на 3 % и извлечение на ~8 %. Перечистка чернового концентрата в опытах, проведенных по принципу непрерывного процесса, позволяет из пробы руды с содержанием 14,60 % Р2О5 получить кондиционный концентрат при извлечении 92,03 % Р2О5. Однако схема со смешением исходного питания с черновым концентратом и применением в течение короткого времени режима флотации паровоздушной смесью только в операции основной флотации, в которой специально создана высокая концентрация извлекаемого минерала, технологически эффективнее (из пробы руды с содержанием 11,7 % Р2О5 (рис.4) в кондиционный концентрат извлечено 96,0 Р2О5) и экономически выгоднее (расход водяного пара на ведение процесса флотации примерно в три раза меньше).
Из условия баланса тепла при сопряженном тепломассообмене пара с холодной пульпой Qn+Qk=Q2 расход пара в режиме флотации руд паровоздушной смесью составляет 5,08 кг∙т–1 руды:
где Qn=m1r1 – количество теплоты, отдаваемой паром массой m1 (кг) при конденсации; r1 – теплота парообразования при температуре пара 104 °С, кДж∙кг–1; Qk=m1cp1(t1H-t1k) – количество теплоты, отдаваемой конденсатом при охлаждении от температуры t1н до t1к (°С) ; ср1, ср2 – изобарная массовая теплоемкость пара и пульпы соответственно, кДж∙кг–1∙град–1; Qk=m2cp2(t2k-t2H) – количество теплоты, получаемой пульпой массой m2 (кг) при нагреве от температуры t2н до t2к (°С).
Для производства 1 т пара потребуется сжечь 96,3 м3 природного газа (при условии отсутствия возврата конденсата). При цене природного газа для промышленных потребителей 5,155 тыс. руб. за 1 тыс. м3 цена 1 Гкал пара для технологических целей составила 3500 руб., при которой удельные операционные затраты на пар, используемый в качестве присадки к воздуху для флотации в режиме паровоздушной смесью, составляют 9,59 руб./т руды. При цене концентрата 7300 руб./т валовая выручка от реализации при переработке 1 т руды, с учетом затрат на пар, составляет 2066,5 и 1944,0 руб. при флотации руд по известной схеме и режиму, т.е. на 6,3 % меньше.
Заключение
В лабораторных условиях на примере апатито-нефелиновых руд показано, что при переходе от флотации руд по существующей схеме к схеме с оборотом 1/2 части чернового концентрата и использовании в качестве газовой фазы смеси воздуха с горячим водяным паром извлечение Р2О5 в товарный концентрат увеличивается от 90,06 до 96,0 % при практически одинаковом качестве концентрата. Процесс паровоздушной флотации ведут при пониженном на ~ 14 % расходе собирателя, в том числе наиболее дорогостоящих дистиллированного (на ~32 %) и сырого таллового масла (на ~30 %). Опыты проведены в условиях, моделирующих замкнутый цикл флотации, рациональный режим которой выявлен методом математического планирования эксперимента.
Объединение исходной руды с частью чернового концентрата обеспечивает получение смеси с высоким уровнем обогатимости. Извлечение из нее апатита начинают с использования в течение короткого времени режима флотации паровоздушной смесью, а завершают переходом на флотацию воздухом, исходя из технологических и экономических соображений.
Основным эффектом от внезапного контакта паровоздушной смеси с пульпой является нагрев воды в граничных слоях пузырьков, что может быть одной из причин снижения потерь извлекаемого минерала с хостами флотации. Высокая селективность флотации паровоздушной смесью объясняется различием влияния динамической структуры жидкости в смачивающей пленке и объемной жидкости на величину и знак фононной составляющей расклинивающего давления.
Литература
- Андреев Д.В. Роль горной промышленности в экономике страны // Московский экономический журнал. 2020. № 12. С. 175-185. DOI: 10.24411/2413-046Х-2020-10870
- Татаркин А.И., Корнилков С.В., Яковлев В.Л., Орлова Е.А. Прогноз технологического развития в горнодобывающих отраслях на основе модернизации техники и технологии горного производства // Экономика региона. 2012. № 4. С. 80-92. DOI: 10.17059/2012-4-7
- Gabdulkhakov R.R., Rudko V.A., Pyagay I.N. Methods for modifying needle coke raw materials by introducing additives of various origin (review) // Fuel. 2022. Vol. 310. № 122265. DOI: 10.1016/j.fuel.2021.122265
- Евдокимов С.И., Евдокимов В.С. Повышение извлечения золота на основе совместной переработки руды и отходов // Физико-технические проблемы разработки полезных ископаемых. 2017. № 2. С. 160-169.
- Finch J.A., Tan Y.H. A comparison of two flotation circuits // Minerals Engineering. 2021. Vol.170. №107002. DOI: 10.1016/j.mineng.2021.107002
- Евдокимов С.И., Герасименко Т.Е. Разработка режима флотации золотосодержащих руд смесью воздуха с водяным паром // Физико-технические проблемы разработки полезных ископаемых. 2021. № 2. С. 162-177. DOI: 10.21440/0536-1028-2021-7-35-44
- Jia-Wen Song, Li-Wu Fan. Temperanure dependence of the contact angle of water: A reiew of research progress, theoretical anderstanding, and implications for boiling heat transfer // Advances in Colloid and Interface Science. 2021. Vol. 288. № 102339. DOI: 10.1016/j.cis.2020.102339
- Elbendary A., Aleksandrova T., Nikolaeva N. Influence of operating parameters on the flotation of the khibiny apatite-nepheline deposits // Journal of Materials Research and Technology. 2019. Vol. 8. Iss. 6. P. 5080-5090. DOI: 10.1016/j.jmrt.2019.08.027
- Aleksandrova T., Elbendary A., Nikolaeva N. Beneficiation of a low-grade phosphate ore using a reverse flotation technique // Mineral Processing and Extractive Metallurgy Review. 2022. Vol. 43. Iss. 1. P. 22-27. DOI: 10.1080/08827508.2020.1806834
- Belichko D.R., Konstantinova T.E., Volkova G.K. et al. Effects of YSZ ceramics doping with silica and alumina on its structure and properties // Materials Chemistry and Physics. 2022. Vol. 287. № 126237. DOI: 10.1016/j.matchemphys.2022.126237
- Lobacheva O.L. Ion flotation of ytterbium water-salt systems – An innovative aspect of the modern industry // Water. 2021. Vol. 13. Iss. 24. № 3493. DOI: 10.3390/w13243493
- Savchenkov S., Kosov Y., Bazhin V. et al. Microstructural master alloys features of aluminum-erbium system // Crystals. 2021. Vol. 11. Iss. 11. DOI: 10.3390/cryst11111353
- Lobacheva O.L., Dzhevaga N.V. The experimental study of innovative methods regarding the removal of Sm(III) // Applied Sciences. 2021. Vol. 11. Iss. 16. № 7726. DOI: 10.3390/app11167726
- Aleksandrova T.N., Orlova A.V., Taranov V.A. Current status of copper-ore processing: A review // Russian Journal of Non-Ferrous Metals. 2021. Vol. 62. Iss. 4. P. 375-381. DOI: 10.3103/S1067821221040027
- Lukyantseva E.S., Sergeev V.V. Increasing the depth of apatite processing by extracting rare-earth elements // E3S Web of Conferences, 31 May – 6 June 2021, Saint Petersburg, Russia. E3S Web of Conferences, 2021. Vol. 266. № 02002. DOI: 10.1051/e3sconf/20212660200
- Kalmykova T.D., Kuznetsov V.V. Kineticand thermodynamic aspects of flotation beneficiation of polymetallic raw materials // E3S Web of Conferences, 31 May – 6 June 2021, Saint Petersburg, Russia. E3S Web of Conferences, 2021. Vol. 266. № 02015. P. 109-116. DOI: 10.1051/e3sconf/202126602015
- Siziakova E., Ivanov P., Maximova R. Feasibility of applying alkaline-earth metal carboaluminates for bayer process aluminate solution purification from organic impurities // Materials Science Forum. 2021. Vol. 1031. DOI: 10.4028/www.scientific.net/MSF.1031.109
- Ushakov E.K., Alexandrova T.N. On the variability of technological indicators in the extraction of precious metals // E3S Web of Conferences, 31 May – 6 June 2021, Saint Petersburg, Russia. E3S Web of Conferences, 2021. Vol. 266.№ 02003. DOI: 10.1051/e3sconf/202126602003
- O’Connor C., Alexandrova T. The geological occurrence, mineralogy, and processing by flotation of platinum group minerals (PGMs) in South Africa and Russia //Minerals. 2021.Vol. 11. Iss. 1. P. 1-15. DOI: 10.3390/min11010054
- Александрова Т.Н., Кусков В.Б., Афанасова А.В., Кузнецов В.В. Совершенствование технологии флотационного обогащения тонких классов коксующихся углей // Обогащение руд. 2021. № 3. С. 9-13. DOI: 10.17580/or.2021.03.02
- Пономарева М.А., Черемисина О.В., Машукова Ю.А., Лукьянцева Е.С. Повышение эффективности извлечения РЗМ из технологических растворов в процессе переработки апатитового сырья // Записки Горного института. 2021. T. 252. C. 917-926. DOI:10.31897/PMI.2021.6.13
- Литвинова Т.Е., Олейник И.Л. Кинетика растворения фосфатов редкоземельных металлов растворами карбонатов щелочных металлов // Записки Горного института. 2021. T. 251. C. 712-722. DOI: 10.31897/PMI.2021.5.10
- Александрова Т.Н., Элбендари А.М. Повышение эффективности переработки фосфатных руд флотационным методом // Записки Горного института. 2021. T. 248. C. 260-271. DOI: 10.31897/PMI.2021.2.10
- Пелих В.В., Салов В.М., Бурдонов А.Е., Лукьянов Н.Д. Модель извлечения бадделеита из отвальных продуктов апатито-бадделеитовой обогатительной фабрики на концентраторе CVD6 // Записки Горного института. 2021. T. 248. C.281-289. DOI: 10.31897/PMI.2021.2.12
- Барский Л.А., Козин В.З. Системный анализ в обогащении полезных ископаемых. М.: Недра, 1978. 486 с.
- Finch J.A., Yue Hua Tan. A comparison of two flotation circuits // Minerals Engineering. 2021. Vol. 170. № 107002. DOI: 10.1016/j.mineng.2021.107002
- ГершенкопА.Ш., МухинаТ.Н., АртемьевА.В. Применение «струйной» флотации для переработки бедных по апатиту руд Партомчоррского месторождения // IX Конгресс обогатителей стран СНГ 26-28 февраля 2013. М.: МИСиС, 2013. Т. 1. С. 156-160.
- Тюрин Б.А., Земский Е.В., Пурвээ Я., Кораблин В.И. Влияние содержания флюорита в измельченной руде на технологические показатели ее обогащения в условиях ГОКа «Бор-Ундур» // Горный журнал. 2008. № 2. С. 19-21.
- Евдокимов С.И., Герасименко Т.Е. Разработка технологии попутного извлечения золота при обогащении медно-колчеданных руд // Известия вузов. Горный журнал. 2021. №7. С.35-44 (in English). DOI: 10.21440/0536-1028-2021-7-35-44
- Петров С.В. О зависимости флотационного извлечения платиноидов от содержания металлов в руде // Обогащение руд. 2015. № 5. С. 14-19. DOI: 10.17580/or.2015.05.03
- Owusu C., Abreu S.B., Skinner W. et al. The influence of pyrite content on the flotation of chalcopyrite/pyrite mixtures // Minerals Engineering. 2014. Vol. 55. P. 87-95. DOI: 10.1016/j.mineng.2013.09.018
- Jiwei Xue, Dawei Ren, Tong Chen et al. Hydrophobic agglomeration flotation of oxidized digenite fine particles induced by Na2S and butyl xanthate // Minerals Engineering. 2021. Vol. 168. № 106932. DOI: 10.1016/j.mineng.2021.106932
- Bin Yang, Zhanglei Zhu, Haoran Sun et al. Improving flotation separation of apatite from dolomite using PAMS as a novel eco-friendly depressant // Minerals Engineering. 2020. Vol. 156. № 106492. DOI: 10.1016/j.mineng.2020.106492
- Luderitz L.A.C., Klitzing R.V. Interaction forces between silica surfaces in cationic surfactant solutions: An atomic force microscopy study // Journal of Colloid and Interface Science. 2013. Vol. 402. P. 19-26. DOI: 10.1016/j.jcis.2012.11.007
- Hu Y., Qin G., Miller J.D. Hydrodynamic interactions between particles in aggregation and flotation // International Journal of Mineral Processing. 2003. Vol. 70. Iss. 1-4. P. 157-170. DOI: 10.1016/S0301-7516(03)00023-1
- Bryk P., Bryk M. Effective interactions in polydisperse colloidal suspensions investigated using Ornstein-Zernike integral equations // Journal of Colloid and Interface Science. 2009. Vol.338. Iss. 1. P. 92-98. DOI: 10.1016/j.jcis.2009.05.078
- Евдокимов С.И., Герасименко Т.Е. Комбинированная гравитационно-флотационная технология обогащения техногенных россыпей золота // Известия вузов. Цветная металлургия. 2021. № 4. С. 4-15. DOI: 10.17073/0021-3438-2021-4-4-15
- Евдокимов С.И., Герасименко Т.Е. Выделение из продуктов обогащения россыпей шлихового золота методом магнитожидкостной сепарации // Известия вузов. Цветная металлургия. 2017. № 5. С. 4-12. DOI: 10.17073/0021-3438-2017-5-4-12
- Boinovich L.B., Emelyanenko A.M. Forces due to dynamic structure in thin liquid films // Advances in Colloid and Interface Science. 2002. Vol. 96. Iss. 1-3. P. 37-58. DOI: 10.1016/S0001-8686(01)00074-4
- Boinovich L., Emelyanenko A. Wetting and surface forces // Advances in Colloid and Interface Science. 2011. Vol. 165. Iss. 2. P. 60-69. DOI: 10.1016/j.cis.2011.03.002
- Varghese S., Sathian S.P., Kannam S.K., Hansen J.S. Effect of hydrogen bonds on the dielectric properties of interfacial water // Langmuir. 2019. Vol. 35. Iss. 24. P. 8159-8166. DOI: 10.1021/acs.langmuir.9b00543
- Smith A.M., Borkovec M., Trefalt G. Forces between solid surfaces in aqueous electrolyte solutions // Advances in Colloid and Interface Science. 2020. Vol. 275. № 102078. DOI: 10.1016/j.cis.2019.102078
- Yang Yao, Verena Fella, Wei Huang et al. Crystallization and dynamics of water confined in model mesoporous silica particles: two ice nuclei and two fractions of water // Langmuir. 2019. Vol. 35. № 17. P. 5890-5901. DOI: 10.1021/acs.langmuir.9b00496
- Iwasaki Y., Seyama M., Inoue S. et al. Direct measurement of near-wall molecular transport rate in a microchannel and its dependence on diffusivity // Langmuir. 2021. Vol.37. № 29. P. 8687-8695. DOI: 10.1021/acs.langmuir.1c00561