Исследование свойств и действия полиэлектролитов при очистке сливов обогатительной фабрики
- 1 — канд. техн. наук ведущий научный сотрудник Горный институт КНЦ РАН ▪ Orcid
- 2 — старший научный сотрудник Горный институт КНЦ РАН ▪ Orcid
- 3 — научный сотрудник Горный институт КНЦ РАН ▪ Orcid
- 4 — ведущий технолог Горный институт КНЦ РАН ▪ Orcid
- 5 — главный обогатитель АО «Ковдорский ГОК» ▪ Orcid
- 6 — канд. техн. наук руководитель направления АО «МХК «Еврохим» ▪ Orcid
Аннотация
Организация внутрифабричного водооборота на горно-перерабатывающих предприятиях, когда отходы и сливы производства не направляются во внешнее хвостохранилище, представляет собой актуальную экологическую и экономическую задачу. Возврат даже части воды в технологический процесс после предварительной очистки значительно сократит объем загрязненных вод, сбрасываемых в хвостохранилища, что позволит снизить энергозатраты на транспортировку отходов и негативный эффект на окружающую среду. Одним из отходов, направляемых в хвостохранилище при обогащении руды Ковдорского месторождения, является слив сгустителей подготовки питания апатитовой флотации. С целью выбора эффективного режима очистки слива проведена оценка действия полиакриламидных флокулянтов. Показано, что с частицами апатита и кальцита более эффективно взаимодействует анионный флокулянт. Это определяет его преимущество при очистке от взвешенных частиц. Проведена необходимая оценка влияния остаточной концентрации флокулянта на процесс апатитовой флотации, куда попадет часть возвращаемой очищенной воды. По сравнению с флотацией на оборотной воде наблюдается снижение извлечения Р2О5 в равный по качеству апатитовый концентрат. Для получения требуемых показателей обогащения на очищенной воде необходима корректировка расходов собирателя (жирных кислот таллового масла) и депрессора (жидкого стекла).
Отсутствует
Введение
Развитие горно-добывающей отрасли промышленности требует активного решения вопросов повышения экологической безопасности и снижения негативной нагрузки на окружающую среду со стороны обогатительных предприятий. Большой интерес представляет собой вовлечение в технологический процесс различных жидких отходов обогатительного производства после их предварительной подготовки [1-3]. С одной стороны, это уменьшает потребности предприятия в использовании чистой воды, что выгодно с экономической точки зрения, с другой – снижает количество сбрасываемых в хвостохранилища объемов загрязненной воды [4].
Наиболее перспективным объектом с точки зрения возврата в процесс на обогатительной фабрике является вода из операций сгущения и фильтрации [5, 6]. Однако при быстром возврате воды в технологический процесс, без отстаивания ее в хвостохранилище, происходит накопление растворенных ионов, взвешенных частиц и реагентов, используемых в предшествующих операциях [6-8]. В зависимости от наименования загрязняющих примесей для очистки сточных вод обогатительной фабрики могут быть использованы кислотные отходы гидрометаллургического производства [9], стоки золоотвалов тепловых станций [10], различные химические реагенты в случае окислительной очистки [11, 12].
Очистка от тонких частиц минералов, остающихся в сливах сгустителей, подразумевает применение коагулянтов или флокулянтов. В качестве коагулянтов, как правило, используют соли железа, алюминия и магния, в результате адсорбции которых на минеральной поверхности происходит нейтрализация поверхностного заряда частиц [13]. Однако применение неорганических электролитов нежелательно, если предполагается использование очищенной воды во флотационном процессе.
Более предпочтительным является использование органических реагентов-флокулянтов, к преимуществам которых относятся хорошая растворимость в воде, высокая эффективность при низкой дозировке и получение больших, прочных и стабильных хлопьев [14]. Наиболее востребованными являются полиакриламидные реагенты, различающиеся знаком заряда, его плотностью и молекулярной массой [15, 16]. Такие реагенты используются при очистке оборотных вод при флотации бокситов в щелочной среде [17, 18], в технологии «флотации растворенным воздухом» для очистки оборотной воды апатитового производства от мешающих примесей [19]. Исследования на шламах оборотной воды фабрики, перерабатывающей железные руды, показали высокую эффективность анионного полиакриламидного флокулянта, взаимодействующего с поверхностью частиц за счет образования водородных связей [20].
Цель настоящей работы – обоснование и выбор эффективного флокулянта для очистки жидкой фазы сливов сгустителей подготовки питания апатитовой флотации. Очистка слива до требуемой чистоты – содержание взвешенных веществ 50 мг/л – обеспечит возможность возврата подготовленной воды в технологический процесс обогащения магнетит-апатитовой руды Ковдорского месторождения.
Материалы и методы
Рассмотрены полиакриламидные флокулянты Flopam катионного (FO-4700 SH) и анионного (AN-905 SH, AN-913 SH, AN-934 SH и AN-956 SH) типа, отличающиеся плотностью заряда, фирмы SNF (см. таблицу).
Характеристика используемых флокулянтов Flopam
|
Флокулянт |
Молекулярная масса, М·106 |
Тип |
Плотность заряда, мол.% |
Рабочий диапазон рН |
Вязкость раствора 1 г/л, сПз |
|
AN-905 SH |
11-13,5 |
Анионный |
5 |
1-12 |
80 |
|
AN-913 SH |
11,3-13,5 |
Анионный |
13 |
0-13 |
160 |
|
AN-934 SH |
13,6-16,8 |
Анионный |
30 |
6-13 |
195 |
|
AN-956 SH |
13,6-16,8 |
Анионный |
50 |
6-13 |
200 |
|
FO-4700 SH |
5,0-7,2 |
Катионный |
70 |
1-10 |
180 |
Оценку эффективности флокулянтов при очистке от взвешенных частиц проводили методом периодической седиментации. К минеральной суспензии, помещенной в цилиндр объемом 1 л, добавляли рассчитанное количество 0,01 %-ного раствора флокулянта. Суспензию перемешивали в равных условиях и оставляли в покое. При построении концентрационных зависимостей по истечении заданного промежутка времени из цилиндра отбирали объем жидкости, находящийся выше заданной (одинаковой для всех растворов) глубины. Нижняя граница отбора была выбрана по результатам предварительной оценки и находилась выше зоны уплотнения осадка. Время отбора составило 30 мин и было определено на основании предварительной оценки в соответствии с требованием к степени очистки воды. Из полученного объема жидкости при тщательном перемешивании отбирали аликвоту 100 мл, для которой определяли остаточную концентрацию взвешенных частиц гравиметрическим методом. Аликвоту очищенной жидкости помещали в предварительно взвешенную на аналитических весах пробирку и центрифугировали в течение 30 мин со скоростью 3500 об/мин (центрифуга Elmi CM-6M). После декантации жидкости твердый остаток сушили при температуре 102 °С до постоянного веса. Остаточную концентрацию взвешенных частиц с гидравлической крупностью меньше установленной определяли после взвешивания.
Исследования проводили на модельной суспензии магнетит-карбонатной руды Ковдорского месторождения и сливе сгустителей подготовки питания апатитовой флотации обогатительной фабрики АО «Ковдорский ГОК». Для создания модельной суспензии немагнитную фракцию магнетит-карбонатной руды измельчали до крупности –0,045 мм, необходимую плотность создавали добавлением оборотной воды обогатительной фабрики. Содержание твердого в модельной суспензии составило 13,7 г/л, взвешенных частиц в пробах слива сгустителей – 13-14 г/л, класса крупности –0,045 мм – 98 %.
Для оценки адсорбции флокулянтов использовали чистый апатит крупностью –0,03 мм. Навеску минерала массой 1 г перемешивали с раствором флокулянта заданной концентрации. После отделения центрифугированием твердого материала определяли остаточную концентрацию реагента вискозиметрически. Для этого предварительно были построены концентрационные зависимости относительной вязкости растворов флокулянтов при соответствующем значении рН (рН-метр Sartorius РР-20). Вязкость измеряли с помощью вискозиметра ВПЖ-2 с диаметром капилляра 0,56 мм.
Оценку суспензионного эффекта проводили на чистых минералах апатите и кальците, измельченных до крупности –0,03 мм. К суспензии минерала в дистиллированной воде добавляли необходимое количество растворов NaOH или HCl для достижения заданного уровня рН, затем раствор флокулянта выдерживали в герметично закрытой таре 2 ч. Суспензионный эффект определяли как разницу между значениями рН исходной суспензии минерала и ее фильтрата по истечении двухчасового контакта.
Оценку влияния флокулянта на флотацию апатита проводили на пробе немагнитной фракции магнетит-апатитовой руды Ковдорского месторождения с содержанием 8,45 % Р2О5. Флотацию вели в лабораторной флотационной машине (Механобр) в открытом цикле на воде, представляющей собой очищенный с помощью флокулянта слив сгустителя питания апатитовой флотации.
Результаты флотации оценивали по основным технологическим показателям процесса: содержанию полезного компонента β, выходу продукта γ и извлечению определяемого компонента ε. Расчет извлечения проводили по формуле
Обсуждение результатов
Полиакриламиды являются наиболее распространенными флокулянтами, которые используются при очистке загрязненных промышленных стоков и воды хозяйственного назначения. Широкий ассортимент реагентов, отличающихся молекулярной массой, знаком и величиной заряда, позволяет в каждом конкретном случае выбирать оптимальный по составу и структуре флокулянт.
Особенности технологической схемы обогащения магнетит-апатитовых руд определяют высокие требования к очистке от взвешенных частиц воды, вовлекаемой во внутрифабричный водооборот. Твердая фаза слива сгустителей питания апатитовой флотации представляет собой в основном тонкие частицы апатита и карбонатных минералов. Для оценки и описания поверхностных свойств минерала, обуславливающих его взаимодействие с реагентами во флотационном процессе или в операциях сгущения, принято использовать значение и знак электрокинетического потенциала (ξ-потенциал) [21, 22].
Анализ имеющихся литературных источников показывает большой разброс данных как для апатита [23, 24], так и кальцита [25, 26]. Точка нулевого заряда, в которой ξ-потенциал меняет знак на отрицательный, для апатита у разных авторов лежит в диапазоне рН от 1,0 до 8,7 [27, 28], для кальцита же кривая ξ-потенциала – в области отрицательных значений практически на всем диапазоне рН [29]. Таким образом, в щелочной области рН ≥ 9,0, соответствующей рН флотационной пульпы, поверхность апатита и кальцита заряжена отрицательно и взаимодействие с ней катионных флокулянтов должно быть предпочтительнее.
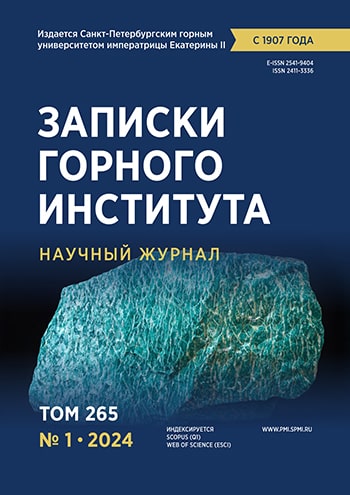
Этот вывод подтверждается результатами оценки адсорбции катионного и анионного флокулянтов на поверхности апатита в кислой и щелочной области рН. Измерение адсорбции проводили при рН = 9,5, что соответствует значению рН слива, при рН = 4 для реагента FO-4700 и рН = 6 для реагента AN-956. Полученные зависимости показывают, что при закреплении реагента на поверхности минерала, имеющей противоположный заряд, за счет электростатического взаимодействия (рис.1, кривые 1 и 2) адсорбция в значительной мере превышает адсорбцию тех же флокулянтов при рН, когда поверхность и реагент имеют заряд одного знака (рис.1, кривые 3 и 4).
Очевидно, что анионный реагент в кислой области рН, а катионный в щелочном диапазоне находятся в ионизированном состоянии. Взаимное отталкивание одноименно заряженных ионизированных групп способствует разворачиванию полимерных молекул, что хорошо прослеживается в ходе кривых зависимости вязкости растворов флокулянтов от рН [30]. Таким образом, молекулы флокулянтов находятся в максимально развернутом состоянии, благоприятном для связывания тонких частиц в флокулы, в диапазоне рН, когда поверхность минерала одноименно заряжена. При этом закрепление полимерной молекулы на минеральных частицах происходит за счет водородных связей между атомами кислорода и азота функциональных групп с ОН-группами на поверхности [31].
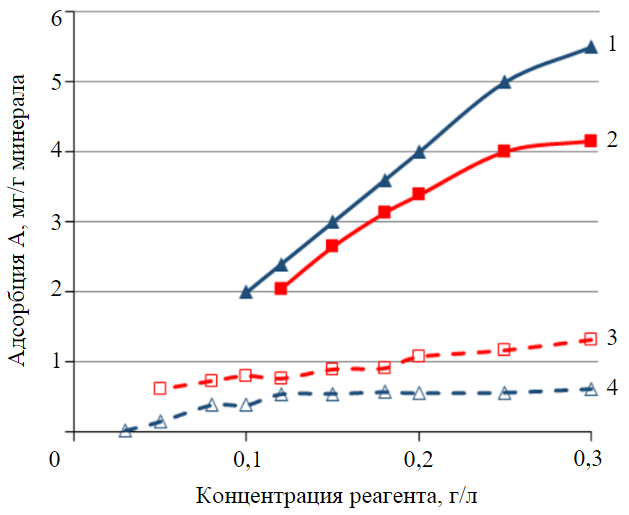
Рис.1. Адсорбция флокулянтов на апатите. 1 – AN-956, pH = 6,0; 2 – FO-4700, pH = 9,5; 3 – FO-4700, pH = 4,0; 4 – AN-956, pH = 9,5
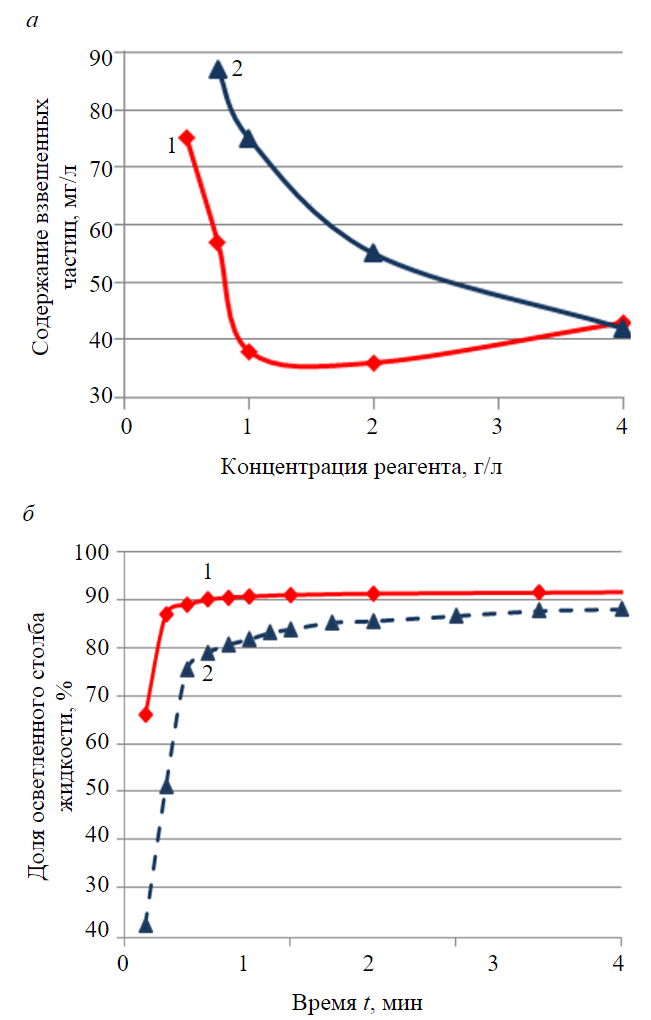
Рис.2. Эффективность очистки слива сгустителей (а) и скорость осаждения взвешенных частиц (б) с использованием флокулянтов. 1 – AN-956; 2 – FO-4700
Опытами по очистке слива сгустителей питания апатитовой флотации была показана большая эффективность анионных флокулянтов (рис.2, а). При использовании анионного AN-956 осаждение частиц идет более быстро (рис.2, б). В щелочной области рН молекулы ионизированного анионного реагента находятся в развернутом состоянии, что способствует образованию более крупных флокул и более быстрому выделению влаги из образующегося осадка, объем которого в случае FO-4700 в ~1,5-1,7 раза больше по сравнению с анионным флокулянтом.
Отметим, что анионный флокулянт сохраняет эффективность своего действия в достаточно широком диапазоне содержания твердого в очищаемом сливе, что является немаловажным фактором, учитывая естественные колебания в характеристике поступающего на очистку слива. При варьировании содержания твердого в сливе от 0,25 до 5,0 % содержание взвешенных частиц в очищенной с помощью реагента AN-956 воде не превысило 50 мг/л: при 0,25 – 46,4; 0,5 – 39,1; 1,0 – 33,2; 1,25 – 41,5; 1,4 – 38,5; 1,75 – 40,1; 2,5 – 47,0; 5,0 – 50,0.
С целью подтверждения механизма взаимодействия флокулянтов с минеральной поверхностью провели оценку суспензионного эффекта – параметра, характеризующего кислотно-основные свойства поверхности минерала.
Известно, что поверхность солеобразных минералов, в том числе апатита и кальцита, химически неоднородна и характеризуется наличием как основных, так и кислотных центров. Потенциалобразующими по отношению к поверхности апатита и кальцита в водной среде являются ионы H+, OH– и CO32–, что позволило провести оценку кислотно-основных свойств апатита и кальцита посредством определения изоионной точки минерала и его суспензионного эффекта. Величина суспензионного эффекта вычисляется как разница между рН исходной суспензии минерала в воде и рН фильтрата, полученного после отделения твердой фазы. Изменение рН обусловлено специфической адсорбцией потенциалобразующих ионов, в результате которой поверхность минерала приобретает положительный или отрицательный заряд.
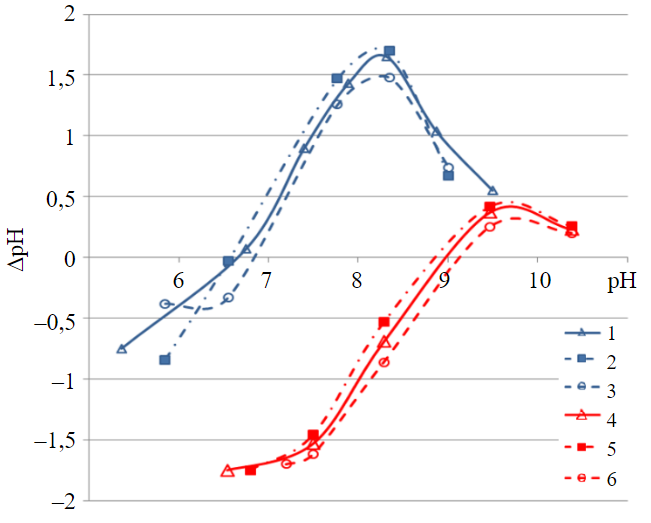
Рис.3. Суспензионный эффект апатита (1) и кальцита (4) в зависимости от рН среды без использования и в присутствии флокулянтов AN-956 (2, 5) и FO-4700 (3, 6)
Проведенные исследования кислотно-основных свойств апатита [30, 32] и анализ литературных данных [33, 34] показали, что ионный состав жидкой фазы оказывает существенное влияние на положение изоионной точки. Поэтому измерение суспензионного эффекта проводили с использованием прокипяченной дистиллированной воды, свободной от карбонатных ионов. Зависимости суспензионного эффекта апатита и кальцита от рН приведены на рис.3. Положение изоионной точки (рНит = 9,0) кальцита в щелочной области свидетельствует о преобладании на его поверхности основных центров. Поверхность апатита в дистиллированной воде характеризуется приблизительно равным количеством кислотных и основных центров, рНит = 6,7. В щелочной области рН ≥ 9 суспензионный эффект для обоих минералов положительный, что указывает на связывание гидроксидных ионов, в результате которого поверхность минералов заряжается отрицательно. Увеличение концентрации электролита приводит к сжатию двойного электрического слоя и снижению величины суспензионного эффекта, что наблюдается в области рН > 8,5 для апатита и рН > 9,5 для кальцита.
Оценка суспензионного эффекта апатита в присутствии флокулянтов показала, что положительное значение суспензионного эффекта в щелочной области увеличивается и изоионная точка минералов сдвигается в сторону меньшего рН под влиянием анионного флокулянта. В присутствии катионного реагента наблюдается обратная зависимость (рис.3). Таким образом, в результате закрепления на минералах анионного реагента происходит большее связывание ОН– ионов с твердой фазой и снижается количество основных центров на поверхности.
Известна способность полимерных соединений сорбировать и связывать противоионы [35, 36], в том числе Н+ и ОН–. Увеличение величины суспензионного эффекта минералов в случае анионного флокулянта показывает, что молекула реагента ионизирована и закрепилась на частице в развернутой конформации, функциональные группы более доступны для взаимодействия с ионами раствора по сравнению с катионным реагентом.
Способность органических полимеров связывать тонкие частицы в крупные агрегаты зависит от расхода реагента до определенного предела. При концентрациях флокулянта, превышающих некоторое критическое значение, они наоборот стабилизируют суспензию, что проявляется в ухудшении процесса очистки от взвешенных частиц. В связи с этим рассмотрены анионные полиакриламидные флокулянты, располагающиеся в ряд по уменьшению плотности заряда: AN-956 (высокая 50 %) > AN-934 (средняя 30 %) > AN-913 (низкая ~12 %) > AN-905 (очень низкая ~5 %). Опыты проводили на модельной суспензии с содержанием твердого 13,7 г/л.
Из данных на рис.4 видно, что для реагентов с высокой плотностью заряда характерна более высокая степень очистки, причем достигается этот результат при малых расходах флокулянта. В то же время эти реагенты более чувствительны к повышению расхода, повышение концентрации флокулянта приводит к снижению эффективности очистки ввиду некоторого диспергирующего эффекта. Реагенты с меньшей плотностью заряда проявляют меньшую эффективность при очистке от взвешенных веществ.
Важной составляющей при определении возможности использования флокулянтов для водоподготовки является оценка их влияния на флотационный процесс. Опыты по флотации апатита проводили на пробе немагнитной фракции магнетит-апатитовой руды со следующим химическим составом, %: Р2О5 – 8,45; СО2 – 9,65; MgO – 18,80; SiO2 – 25,67. Руду измельчали до крупности с содержанием класса –0,071 мм 36,7 %, класса +0,16 мм – 19,2 %. Флотацию вели в открытом цикле на оборотной воде обогатительной фабрики и на сливе сгустителей, обработанном с помощью флокулянта AN-956 при расходе 1 мг/л. После обработки флокулянтом и осаждения в течение 30 мин содержание в сливе сгустителя взвешенных веществ было снижено с 13,5 г/л до 40 мг/л.
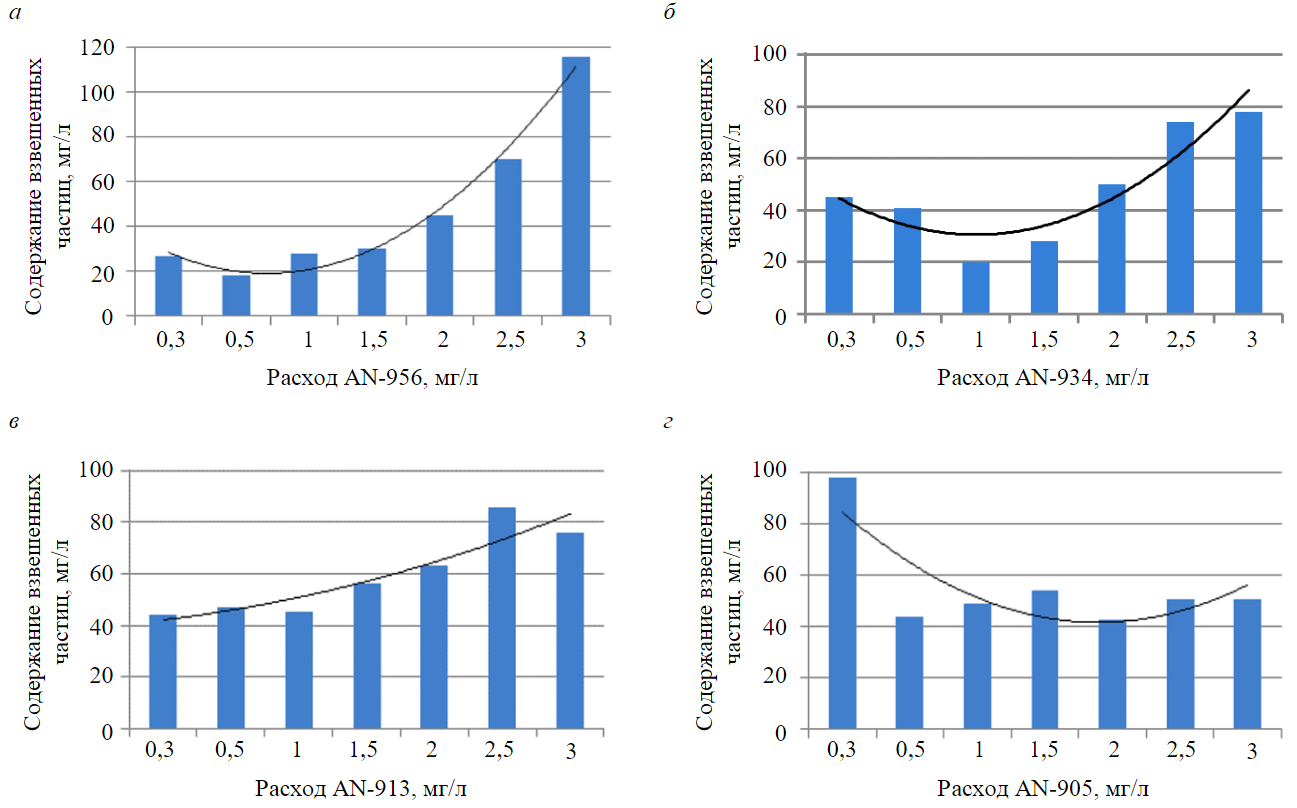
Рис.4. Эффективность очистки от взвешенных частиц при использовании флокулянтов: AN-956 (а), AN-934 (б), AN-913 (в), AN-905 (г)
Оценку показателей флотации в зависимости от используемой воды проводили при рН = = 9,5-9,6 и равных расходах реагентов (Na2CO3 – 500 г/т, жидкое стекло (ЖСт) – 200 г/т, жирные кислоты таллового масла (ЖКТМ) – 150 г/т, люпромин – 120 г/т). При использовании для флотации воды, подготовленной с помощью флокулянта, операцию дешламации не проводили из-за быстрого осаждения частиц. В этом случае все тонкие частицы, содержащиеся в измельченной руде, участвовали в процессе флотации. В среднем при флотации на подготовленной воде наблюдается снижение извлечения в равный по качеству концентрат (37 % Р2О5) по сравнению с оборотной водой на 2,9 %. Однако повышение расхода собирателя ЖКТМ позволяет скорректировать показатели (рис.5, а).
Известно, что ЖСт, добавляемое во флотацию, с одной стороны, играет роль депрессора, а с другой, при определенных расходах активирует флотацию. Проведена оценка влияния на флотацию апатита различных расходов ЖСт (рис.5, б). В результате оценки сделан вывод – повышение расхода ЖСт также позволяет получить на подготовленной с помощью флокулянта воде показатели, близкие к полученным при флотации на оборотной воде без флокулянта.
Полиакриламидные флокулянты производятся различными фирмами, как отечественными, так и зарубежными. Полученные результаты позволяют говорить о несомненном преимуществе при очистке подобных технологических сливов анионных реагентов, что может быть использовано при выборе продукта другого производителя. Так, российская компания «АльфаХимПром» выпускает продукцию, по своим характеристикам аналогичную рассмотренным в работе реагентам фирмы SNF. Флокулянты Дифлок 1065 и Дифлок 1073 являются аналогами реагентов AN-934 и AN-956.
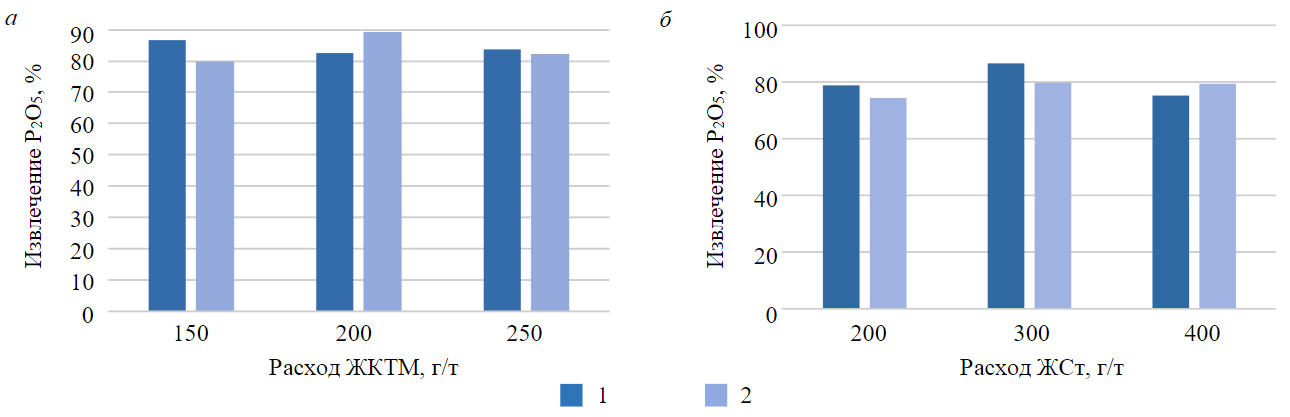
Рис.5. Извлечение Р2О5 в 37 %-ный концентрат при флотации на различной воде в зависимости от расхода ЖКТМ при рН = 9,6 (а) и от ЖСт при рН = 9,6 (б) 1 – оборотная вода; 2 – вода, обработанная AN-956
Заключение
Проведена оценка взаимодействия катионного и анионного полиакриламидных флокулянтов с поверхностью апатита и кальцита. Показано, что в щелочной области рН~9,0-10,0, характерной для суспензии магнетит-апатитовой руды, анионный полиакриламидный флокулянт проявляет большую эффективность действия. Гидравлическая крупность частиц, при которой обеспечивается необходимая степень очистки до остаточной концентрации взвешенных веществ 40-50 мг/л, составила 1,36-1,56 мм/с при оптимальном расходе реагента AN-956 SH 0,75-1 мг/л.
Оценка влияния флокулянта на процесс флотации показала снижение извлечения Р2О5 в равный по качеству апатитовый концентрат. Однако корректировка расходов собирателя (ЖКТМ) и депрессора (ЖСт) позволяет нивелировать снижение показателей при использовании подготовленной воды.
Показана возможность очистки с использованием анионных полиакриламидных флокулянтов сливов сгустителей питания апатитовой флотации и возврат их в технологический процесс. Это позволит значительно сократить объем загрязненных вод, сбрасываемых в настоящее время в хвостохранилище.
Литература
- Кареев Н.Н., Суханов Г.С. Пути оптимизации решений по обогатительным фабрикам и сооружениям внутрифабричного водооборота // Водоочистка. 2022. № 1. С. 16-22.
- Чантурия В.А. Научное обоснование и разработка инновационных процессов комплексной переработки минерального сырья // Горный журнал. 2017. № 11. С. 7-13. DOI: 10.17580/gzh.2017.11.01
- Невская М.А., Селезнев С.Г., Маслобоев В.А. и др. Геоэкологические и организационно-экономические проблемы переработки горнопромышленных отходов в Российской Федерации // Вестник Кольского научного центра РАН. 2020. Т. 12. № 1. С. 11-25. DOI: 10.37614/2307-5228.2020.12.1.002
- McPhail G.I., Ugaz R., Garcia F. Practical tailings slurry dewatering and tailings management strategies for small and medium mines // Proceedings of the 22nd International Conference on Paste, Thickened and Filtered Tailings. Perth: Australian Centre for Geomechanics, 2019. P. 235-243. DOI: 10.36487/ACG_rep/1910_15_McPhail
- Witecki K., Polowczyk I., Kowalczuk P.B. Chemistry of wastewater circuits in mineral processing industry – A review // Journal of Water Process Engineering. 2022. Vol. 45. № 102509. DOI: 10.1016/j.jwpe.2021.102509
- Бауман А.В. Проблемные вопросы проектирования схем сгущения и водооборота обогатительных фабрик // Обогащение руд. 2016. № 3. С. 58-62. DOI: 10.17580/or.2016.03.10
- Shangyong Lin, Runqing Liu, Meirong Wu et al. Minimizing beneficiation wastewater through internal reuse of process water in flotation circuit // Journal of Cleaner Production. 2020. Vol. 245. № 118898. DOI: 10.1016/j.jclepro.2019.118898
- Muzinda I., Schreithofer N. Water quality effects on flotation: Impacts and control of residual xanthates // Minerals Engineering. 2018. Vol. 125. P. 34-41. DOI: 10.1016/j.mineng.2018.03.032
- Jianhua Kang, Chen Chen, Wei Sun et al. A significant improvement of scheelite recovery using recycled flotation wastewater treated by hydrometallurgical waste acid // Journal of Cleaner Production. 2017. Vol. 151. P. 419-426. DOI: 10.1016/j.jclepro.2017.03.073
- Pestriak I., Morozov V., Otchir E. Modelling and development of recycled water conditioning of copper-molybdenum ores processing // International Journal of Mining Science and Technology. 2019. Vol. 29. Iss. 2. P. 313-317. DOI: 10.1016/j.ijmst.2018.11.028
- Jóźwiakowski K., Marzec M., Fiedurek J. et al. Application of H2O2 to optimize ammonium removal from domestic wastewater // Separation and Purification Technology. 2017. Vol. 173. P. 357-363. DOI: 10.1016/j.seppur.2016.08.047
- Xiangsong Meng, Khoso S.A., Jiangqiu Wu et al. Efficient COD reduction from sulfide minerals processing wastewater using Fenton process // Minerals Engineering. 2019. Vol. 132. P. 110-112. DOI: 10.1016/j.mineng.2018.11.054
- Khazaie A., Mazarji M., Samali B. et al. A Review on Coagulation/Flocculation in Dewatering of Coal Slurry // Water. 2022. Vol. 14. Iss. 6. № 918. DOI: 10.3390/w14060918
- Zhongfan Zhu, Xiangzhong Xiong, Chaohuang Liang, Ming Zhao. On the flocculation and settling characteristics of low- and high-concentration sediment suspensions: effects of particle concentration and salinity conditions // Environmental Science and Pollution Research. 2018. Vol. 25. Iss. 14. P. 14226-14243. DOI: 10.1007/s11356-018-1668-0
- Шачнева Е.Ю. Применение флокулянтов серии АК-631 для флокуляционной очистки сточных вод промышленных предприятий // Вода и экология: проблемы и решения. 2017. № 4. С. 62-70. DOI: 10.23968/2305-3488.2017.22.4.62-71
- Jin Park, Young-Soo Han, Sang-Woo Ji. Investigation of Mineral-Processing. Wastewater Recycling Processes: A Pilot Study // Sustainability. 2018. Vol. 10. Iss. 9. № 3069. DOI: 10.3390/su10093069
- Саламатов О.В., Саламатов В.И. О влиянии флокулянтов на кинетику процессов обезвоживания и промывки красных шламов из низкокремнистых бокситов при производстве глинозема // Вестник Иркутского государственного технического университета. 2019. Т. 23. № 2. С. 404-414. DOI: 10.21285/1814-3520-2019-2-404-414
- Tengfa Long, Xi Liu, Chenbing Ai et al. Treatment technique for wastewater from bauxite flotation and an application for its reuse // Journal of Cleaner Production. 2022. Vol. 335. № 130321. DOI: 10.1016/j.jclepro.2021.130321
- Santos M.A., Capponi F., Ataíde C.H., Barrozo M.A.S. Wastewater treatment using DAF for process water reuse in apatite flotation // Journal of Cleaner Production. 2021. Vol. 308. № 127285. DOI: 10.1016/j.jclepro.2021.127285
- Bahmani-Ghaedi A., Hassanzadeh A., Sam A., Entezari-Zarandi A. The effect of residual flocculants in the circulating water on dewatering of Gol-e-Gohar iron ore // Minerals Engineering. 2022. Vol. 179. № 107440. DOI: 10.1016/j.mineng.2022.107440
- Eskanlou A., Qingqing Huang. Phosphatic waste clay: Origin, composition, physicochemical properties, challenges, values and possible remedies – A review // Minerals Engineering. 2021. Vol. 162. № 106745. DOI: 10.1016/j.mineng.2020.106745
- Shashikant K., Santosh A., Sandeep C. et al. Revisiting Zeta Potential, the Key Feature of Interfacial Phenomena, with Applications and Recent Advancements // ChemistrySelect. 2022. Vol. 7. Iss. 1. № e202103084. P. 1-40. DOI: 10.1002/slct.202103084
- Owens C.L., Nash G.R., Hadler K. et al. Apatite enrichment by rare earth elements: A review of the effects of surface properties // Advances in Colloid and Interface Science. 2019. Vol. 265. P. 14-28. DOI: 10.1016/j.cis.2019.01.004
- Fang Zhou, Louxiang Wang, Zhenghe Xu et al. Role of reactive oily bubble in apatite flotation // Colloids and Surfaces A: Physicochemical and Engineering Aspects. 2017. Vol. 513. P. 11-19. DOI: 10.1016/j.colsurfa.2016.11.024
- Mahrouqi D.A., Vinogradov J., Jackson, M.D. Zeta potential of artificial and natural calcite in aqueous solution // Advances in Colloid and Interface Science. 2017. Vol. 240. P. 60-76. DOI: 10.1016/j.cis.2016.12.006
- Bonto M., Eftekhari A.A., Nick H.M. Electrokinetic behavior of artificial and natural calcites: A review of experimental measurements and surface complexation models // Advances in Colloid and Interface Science. 2022. Vol. 301. № 102600. DOI: 10.1016/j.cis.2022.102600
- Shuai Li, Leroy P., Heberling, F. et al. Influence of surface conductivity on the apparent zeta potential of calcite // Journal of Colloid and Interface Science. 2016. Vol. 468. P. 262-275. DOI: 10.1016/j.jcis.2016.01.075
- Yaoyang Ruan, Zeqiang Zhang, Huihua Luo et al. Effects of Metal Ions on the Flotation of Apatite, Dolomite and Quartz // Minerals. 2018. Vol. 8. Iss. 4. № 141. DOI: 10.3390/min8040141
- Fang Zhou, Qi Liu, Xu Liu et al. Surface Electrical Behaviors of Apatite, Dolomite, Quartz, and Phosphate Ore // Frontiers in Materials. 2020. Vol. 7. № 35. DOI: 10.3389/fmats.2020.00035
- Артемьев А.В., Митрофанова Г.В. Использование анионного флокулянта в процессе подготовки оборотной воды для флотации апатит-нефелиновых руд // Вестник Мурманского государственного технического университета. 2020. Т. 23. № 2. С. 150-159. DOI: 10.21443/1560-9278-2020-23-2-150-159
- Wiśniewska M. The temperature effect on the adsorption mechanism of polyacrylamide on the silica surface and its stability // Applied Surface Science. 2012. Vol. 258. Iss. 7. P. 3094-3101. DOI: 10.1016/j.apsusc.2011.11.044
- Гарафутдинова М.А., Колобов Ю.Р., Гребцова Е.А., Колобова Е.Г. Электрокинетические характеристики нативного и кремний-замещенного гидроксиапатита // Научные ведомости Белгородского государственного университета. 2012. № 23 (142). С. 117-121.
- Skwarek E., Janusz W. The Influence of Carbonate Ions on the Structure of the Electrical Double Layer at the Interface of Hydroxyapatite/Electrolyte Solution // Materials Science. 2016. Vol. 22. № 2. P. 174-178. DOI: 10.5755/j01.ms.22.2.7817
- Nduwa-Mushidi J., Anderson C.G. Surface Chemistry and Flotation Behaviors of Monazite–Apatite–Ilmenite–Quartz–Rutile–Zircon with Octanohydroxamic Acid // Journal of Sustainable Metallurgy. 2017. Vol. 3. Iss. 1. P. 62-72. DOI: 10.1007/s40831-016-0114-0
- Žuržul N., Ilseng A., Prot V.E. et al. Contribution and Specific Ion Effects in Swelling of Cationic Hydrogels are Additive: Combined High-Resolution Experiments and Finite Element Modeling // Gels. 2020. Vol. 6. Iss. 3. № 31. DOI: 10.3390/gels6030031
- Липин В.А., Евдокимов А.Н., Суставова Т.А., Петрова Ю.А. Синтетические полиамфолитные гидрогели на основе различных алифатических диаминов для удаления красителей из водных растворов // Вестник Тверского государственного университета. Серия «Химия». 2020. № 4 (42). С. 149-158. DOI: 10.26456/vtchem2020.4.17